What is Micro Machining?

With over 15 years of hands-on experience in the precision CNC machining industry, I've seen firsthand the challenges that arise when a design pushes the limits of manufacturing. In this article, I’ll share our team’s practical knowledge of micro machining and show you how this advanced process can bring your most complex designs to life.
Are you facing bottlenecks with parts that have microscopic features? When standard CNC machining can't handle details smaller than 0.5mm or achieve ultra-tight tolerances like +/-0.001mm, you've entered the world of micro machining. This isn't just a test of a machine's capability; it's a test of an entire system of engineering, process control, and expertise.
At Worthy Hardware, we believe micro machining is about more than just "making small parts." It's about delivering repeatable, reliable precision, every single time.
Micro machining is a specialized CNC process for creating features smaller than 0.5mm or achieving ultra-tight tolerances, like +/-0.001mm. It's an advanced technique focused on consistently producing tiny, complex geometries where standard machining methods are not capable or reliable.
What is Micro Machining?
Simply put, you need micro machining when the features on your drawings are so small they require a microscope to inspect, or the required tolerances are tighter than the diameter of a human hair.
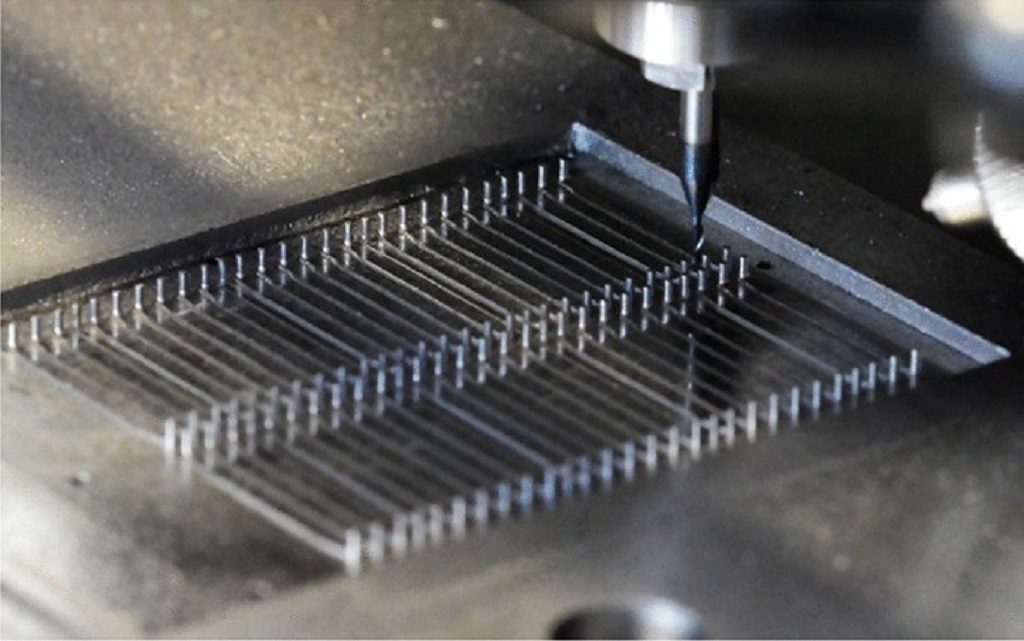
I recall a project for a medical client in Europe who needed a critical component for an ophthalmic surgical device. The part required an array of micro-holes, each just 0.2mm in diameter, and demanded an exceptionally smooth surface finish inside the holes to prevent any tissue damage. Standard drilling was out of the question—tools would break, and burrs were inevitable. Our engineering team, after several trials, leveraged our Micro-EDM process and optimized the discharge parameters. The result? We not only produced flawless micro-holes but also achieved a surface finish smoother than Ra 0.4μm.
This case perfectly illustrates the essence of micro machining: it is a comprehensive solution that blends top-tier equipment, innovative processes, specialized tooling, and a 100% commitment to inspection. This is the core value our team at Worthy Hardware brings to every project.
How Has Micro Machining Evolved?
Micro machining isn't a single invention but an evolution of traditional cutting methods like turning and milling . It grew out of the need for smaller and more precise components in industries like electronics, medicine, and aerospace. Early on, achieving fine details was a slow process, often relying on a trial-and-error method of cutting, measuring, and adjusting until the part was right .
As technology improved, so did our ability to work on a smaller scale. The development of higher-precision machines, sharper tools, and advanced software allowed us to move beyond basic machining. We could start offering fine machining with a much smoother surface roughness, like 0.8 μm, which leaves no visible tool marks . This was a big step.
Today, micro machining combines the best of everything: ultra-stable machines, micro-removal principles, and sophisticated process controls . For us, it means we can confidently take on complex parts that require features smaller than a human hair. It’s the result of years of refining our processes, from programming to final inspection, to ensure every microscopic detail is perfect.
Why Choose Micro Over Standard CNC?
Upgrading to micro machining is a strategic decision when your project demands more than the conventional. Here’s when to make the call:
- For Extreme Precision: Standard CNC tolerances at Worthy Hardware are typically held to +/- 0.005" (+/- 0.127 mm). As a form of ultra-precision machining, our micro machining processes consistently achieve tolerances of +/- 0.001" (+/- 0.025 mm) or even tighter, which is non-negotiable for medical, aerospace, and optical components.
- When Features are Microscopic: For designs with micro-channels, pins, or features under 0.5mm, a standard tool is simply too large. We utilize specialized, miniature cutting tools and high-speed spindles to accurately create these tiny geometries.
- To Achieve a Superior Surface Finish: For medical implants or optical lenses, a smooth surface is critical for performance. While our standard "as-machined" finish is excellent, our fine machining and polishing processes can deliver a mirror-like surface roughness of Ra 0.8μm down to Ra 0.4μm.
- To Protect Delicate and Thin-Walled Parts: The cutting forces in standard machining can deform or damage fragile parts. Micro machining uses a "micro-removal" principle, gently shaping the part by removing tiny amounts of material at a time, preserving its structural integrity.
Which Micro Processes Work Best?

The right process is key to success, and it depends on your part’s material, geometry, and precision requirements.
- Core Processes:
- Micro Milling & Turning: This is our foundation. We operate over 30 advanced CNC machines, including high-precision 5-axis machining centers from Germany and Japan. These machines are built for extreme rigidity and thermal stability to eliminate vibrations.
- Micro-EDM (Electrical Discharge Machining): For conductive, ultra-hard materials or complex internal geometries that are impossible to cut with traditional tools, EDM is our go-to solution for force-free machining.
- Superfinishing & Polishing: When your drawings specify a mirror finish, our post-processing experts employ various polishing techniques to ensure a flawless surface.
Mechanical vs. Thermal Methods?
When we talk about micro machining, the methods we use fall into two main categories: mechanical and thermal/energy-based. Choosing the right one is critical for success.
Mechanical methods are what most people think of with CNC. This is where a tool physically touches and cuts the material. Think of processes like form turning, form milling, or form grinding. We also use methods like thread grinding and honing, where a tool grinds or hones the workpiece to create a precise feature . These are excellent for a wide range of materials and geometries, but they can be limited by tool size and the hardness of the material.
Thermal and energy-based methods are different because they remove material without direct physical contact. Instead, they use energy. A great example is Electrical Discharge Machining (EDM), which uses electrical energy to shape the part. Spark erosion is a specific type of EDM that uses pulsed discharges to erode the material . We also have processes like Electron Beam Machining (EBM), which uses a focused beam of electrons in a vacuum to melt and evaporate material from the workpiece . These methods are fantastic for creating very complex shapes in extremely hard metals that would be impossible to cut with a traditional tool.
Which CNC Machines for Micro Work?
You can't achieve micro-level precision on a standard CNC machine. The equipment itself must be specialized for this kind of work. At Worthy Hardware, we have over 30 sets of CNC machining, turning, and milling machines, and a selection of these are dedicated to high-precision tasks.
The machines we use for micro work are built on the principle of being ultra-stable .This means they have a few key features:
- Extreme Rigidity: The machine frame is incredibly heavy and designed to absorb any vibration. Even the smallest tremor can ruin a microscopic feature, so stability is our top priority.
- High-Speed, Precision Spindles: To use tiny cutting tools effectively, the spindle needs to rotate at very high speeds with almost zero runout (wobble). This ensures the tool cuts cleanly and accurately.
- Advanced Control Systems: The machine's brain needs to process commands and move the axes in incredibly small increments. This allows us to follow the micro-removal principle, taking off tiny bits of material at a time for ultimate control .
- Thermal Stability: These machines often have cooling systems to keep the machine's temperature constant. Even a small change in temperature can cause the metal of the machine to expand or contract, which would throw off the tolerances of the part.
Best Materials for Micro Machining?

Our experience with over 100 materials gives us deep insight into what works best. For micro machining, these materials are often chosen for their stability and predictability:
Metals: Stainless Steel (especially 316L medical grade), Titanium, Tool Steel, and Copper. Their uniform structure allows for clean cuts and fine finishes
- Stainless Steel: It's strong, corrosion-resistant, and machines cleanly, which is critical for creating sharp, well-defined micro features. We work with over 17 types of stainless steel .
- Titanium: This is a top choice for medical and aerospace parts because it's strong, lightweight, and biocompatible. It can be challenging to machine, but our processes are optimized for it.
- Brass and Copper: These are softer metals that are excellent for electrical components like tiny connectors. They are easy to machine, allowing for very fine details .
- Tool Steel and Alloy Steel: When a part needs to be extremely hard and wear-resistant, these are great options. They hold tight tolerances well during the machining process .
Plastics: PEEK (biocompatible, high-temp resistant), Delrin/Acetal (dimensionally stable, low friction), and PTFE/Teflon (chemically inert). These are staples in medical, electronics, and fluidics applications
- PEEK: This is a fantastic material for demanding medical and electronic applications. It's strong, stable at high temperatures, and chemically resistant.
- Delrin (Acetal): We use Delrin for precision parts that need high stiffness, low friction, and excellent dimensional stability . It's a very reliable material for micro-sized gears and bushings.
- PTFE (Teflon): Known for its incredibly low friction, PTFE is perfect for microfluidic devices or parts that need a non-stick surface .
- Polycarbonate (PC): When you need a part that is both strong and transparent, PC is an excellent choice. We often machine it for optical components or medical device housings.
Top Industries Using Micro Machining?
Micro machining isn't for everyone, but for certain industries, it's absolutely essential. It’s a technology that enables innovation where size and precision are everything. This is especially true for industries that rely on parts with dimensional and shape errors below 0.1 μm .
Here are the top industries we see that rely on micro machining:
- Medical and Dental: This is one of the biggest. We create parts for surgical instruments, diagnostic equipment, and implants. These components are often tiny, complex, and require biocompatible materials and a perfectly smooth surface finish, which is achieved through finishing processes .
- Electronics and Semiconductors: Think about the tiny connectors, switches, and sensor components inside your phone or computer. Micro machining is used to make these parts and also the tools used to manufacture microchips.
- Aerospace and Defense: In this industry, parts must be both lightweight and incredibly strong. Micro machining is used for components in navigation systems, sensors, and miniature nozzles for fuel systems. The reliability of every part is critical.
- Automotive: While you might think of large parts, modern cars are filled with small, complex components. CNC machined plastics are widely used in this industry . We use micro machining to create precision parts for fuel injectors, sensor housings, and advanced driver-assistance systems.
What Are the Cost Factors?
Understanding what drives the cost of a micro machining project is important for planning your budget. It’s not just one thing; several factors come together to determine the final price.
First, the complexity of your part's design plays a big role. The more intricate the geometry, the more programming and machine time it will take. Second is the material itself. Some materials are more expensive to purchase, while others are more difficult to machine, which increases the time needed to produce the part.
Another major factor is the required surface finish. A standard finish has no added cost, but if your part needs a smoother surface, that requires extra steps . For example, "Fine machining" to achieve a surface roughness of 0.8 μm, or "Polishing" to get down to 0.4 μm, will add additional cost because they are extra processes that take time and skill . Finally, the time it takes to set up the machine for your specific job is also a factor in the overall cost .
How Small Can Tolerances Get?

This is a question we get all the time, and the answer is that they can get incredibly small. With the right equipment and processes, we can achieve a very high degree of precision.
We use a process called "Ultra-Precision Machining," which is a technology specifically designed to achieve dimensional and shape errors below 0.1 micrometers (μm) . To put that into perspective, a human hair is about 70 micrometers thick. This level of accuracy is possible because the process is based on principles like using ultra-stable machines and a micro-removal approach .
To reach these limits, we often rely on finishing processes. For instance, processes like fine machining and polishing are what allow us to achieve the "tightest dimensional tolerances" possible on a part ]. It's this combination of advanced technology and meticulous finishing that allows us to meet such demanding specifications .
What Affects Machining Precision?
Achieving high precision means controlling every source of potential error. A "machining error" is simply the difference between the actual size and shape of the part we make and the ideal parameters on your design drawing . Several things affect our ability to minimize that error.
The machine itself is the foundation. We get better results from higher-precision, ultra-stable machines that don't vibrate or shift during the cutting process . The cutting tools we use are also critical. Using sharper tools makes a big difference in the final quality . In some cases, we use a "Fixed-Size Tool Method," where the tool's own dimension is what guarantees the dimension of the feature we are cutting, so the tool must be perfect .
The process parameters we choose are also key. This includes things like cutting speed and feed rate. For fine machining, we often use lower feed rates to get a better result .Finally, the methods we employ, like making careful adjustments to the machine or performing a trial cut and measure cycle, help us zero in on the exact dimension required .
Common Challenges and Solutions?
In micro machining, we run into some unique challenges, but over the years, we've developed clear solutions for them. A major challenge is tool breakage. When you're working with tools that are as thin as a human hair, they can break easily. The solution is to use ultra-stable machines and carefully control the cutting parameters, like speed and feed rate.
Another common challenge is achieving the perfect surface finish. A standard machined surface might not be smooth enough for medical or optical parts. Our solution is to use specific finishing processes after the main machining is done. For a very smooth surface, we can use polishing to get the roughness down to Ra0.4μm . If a less reflective but still fine finish is needed, we can do fine machining for a Ra0.8μm surface . For other challenges, like preventing corrosion or adding hardness, we have over 50 surface finish options, including things like hard chrome plating or anodizing .
Making tiny, precise holes is another tough job. A traditional drill bit might not work or might not be accurate enough. To solve this, we use specialized methods like EDM Drilling, which uses electrical discharge to create the hole without a spinning tool. For even more demanding applications, we can use Electron Beam Drilling, which uses a high-energy beam to make the hole .
How to Select the Right Equipment?
Choosing the right machine for a micro-machining job isn't a guess; it's a very deliberate process. We don't just use any machine for any part. The selection is based on the specific needs of the project.
For highly specialized projects, our process engineers prepare a guiding document called a "Special-Purpose Equipment Design Brief" . This document outlines all the requirements we need for the equipment and it serves as the foundation for its design or selection . It details exactly what the machine needs to do to produce the part correctly.
We also create documents like a "List of Process-Critical Parts". This list helps us identify which parts in a product have the most demanding features. By knowing which parts are critical, we can make sure they are assigned to our most capable, special-purpose machines. This systematic approach ensures we match the equipment to the project's needs every single time .
Micro-EDM vs. Micro-LBM?
When we move away from traditional cutting, we often use energy-based methods like EDM and beam machining. People often ask about the difference between Electrical Discharge Machining (EDM) and Laser Beam Machining (LBM), or similar processes like Electron Beam Machining (EBM).
Micro-EDM is a process where we use electrical energy to shape a part . More specifically, we often use Spark Erosion Machining, which uses pulsed electrical discharges between a tool (the electrode) and the workpiece to erode away material. This all happens in a special fluid. It is an excellent method for conductive metals and for creating complex shapes that would be impossible to cut with a physical tool.
Electron Beam Machining (EBM), which is similar in principle to LBM, is quite different. EBM works by shooting a high-energy, high-density beam of electrons at the workpiece . This happens inside a vacuum, and the intense energy from the beam causes the material to melt and evaporate . Unlike EDM, which erodes material with sparks, EBM vaporizes it with a focused beam. EBM can even be used to create chemical changes in the material, not just remove it .
Why Surface Finish Matters?
Surface finish is about more than just how a part looks; it’s critical for how a part works. The standard finish for our parts is "As Machined," which leaves visible tool marks but has no added cost . This is fine for many applications. However, for parts that need higher performance, a specific finish is necessary.
A better finish can improve the part's function. We use finishing processes to improve the surface or even strengthen it . For example, anodizing adds a thin ceramic layer that protects aluminum or titanium parts from corrosion and wear . Plating with copper can add conductivity, while silver plating can improve wear resistance and solderability .These are not just cosmetic changes; they are functional upgrades.
Of course, appearance is also important. Some finishes are chosen for aesthetic purposes, like brushing, which creates a specific look on the surface . For a perfectly smooth, reflective surface, we can use polishing . This process uses mechanical or chemical action to get a bright, smooth surface, which is essential for many consumer products and optical components . It also helps us achieve the tightest possible dimensional tolerances .
Is Micro Machining Sustainable?
When people think about manufacturing, they don't always think about sustainability, but it's an important part of what we do. The very nature of micro machining can be more sustainable than traditional methods.
One of the core principles of Ultra-Precision Machining is "micro-removal" . This means we are only removing a tiny amount of material to create the final shape. By starting with a workpiece that is very close to the final size, we create very little waste. This efficiency is key.
We also use processes that reshape material instead of cutting it away. For example, methods like extrusion or rolling use pressure to cause plastic deformation, forming the part without creating chips or scrap . By choosing the most efficient method for each job, whether it's micro-removal or deformation, we reduce material waste, which is better for the environment and helps keep costs down for our customers.
How to Ensure Quality Control?
We understand the pain points that clients like Mark Chen face with suppliers: poor quality, communication delays, and missed deadlines. Here is how Worthy Hardware is different:
- Zero Compromise on Quality: We offer a 100% inspection guarantee. Every micro-machined part is rigorously verified using our CMM (Coordinate Measuring Machine) or advanced optical inspection systems. We can provide full inspection reports with your shipment, so you have complete confidence in what you receive.
- Efficient, Expert Communication: You will work directly with one of our 4 experienced engineers. They understand the technical nuances and your business needs. They will proactively provide Design for Manufacturability (DFM) feedback to help you optimize your design for better results and cost savings.
- On-Time Delivery, Guaranteed: We know that delays mean missed market opportunities. Our flexible production scheduling and transparent project management ensure your parts are completed and shipped on the promised date. Expedited services are available for your most urgent projects.
What Tools Are Used?
In micro machining, the specific tool we use depends completely on the job we need to do. We have a wide range of specialized tools for different tasks. For general material removal, we use a "cutting tool" .
If we are making a round part on a lathe, we use a "turning tool" . If we are creating complex shapes or flat surfaces, we use a "milling cutter" . For making holes, the most common tool is a "drill" . For creating threads, the options are even more specific. We might use a "tap" to cut internal threads or a "die" for external ones . We can also use a "thread milling cutter" for this purpose . For finishing processes, we might use "honing tools" or other "fine-grained abrasive tools" to get a very smooth surface . In some cases, the tool itself guarantees the accuracy, which we call the "Fixed-Size Tool Method"
How Fast Is Micro Machining?
This is a common question, but the answer isn't about pure speed. The priority in micro machining is always precision, not how fast we can produce a part. The speed of the process is adjusted to meet the quality requirements.
For example, a process called "Finish Machining" is designed to remove a very small amount of material to get high accuracy and a good surface finish . This is naturally a more careful and deliberate process. Some finishing processes, like "Superfinishing," even use a "slow longitudinal feed motion" to achieve the best possible surface . For one-off or highly critical parts, we use the "Trial Cut Method." This is a cycle where we trial cut, measure, adjust, and then cut again until the dimension is perfect . This method is focused on getting the part exactly right, not on speed.
Micro Milling vs Micro Turning?
Milling and turning are two of the most fundamental cutting methods we use, but they work in very different ways. The main difference is what moves: the tool or the part.
In turning, the workpiece rotates, and that is the main motion. We then move a stationary turning tool along the part to cut it . This method is used to create cylindrical parts, like shafts or pins. You can think of it like a potter's wheel, where the clay spins and the potter's hands shape it.
Milling is the opposite. In milling, the cutting tool, which is called a milling cutter, rotates as the main motion . The workpiece is held still, and either the workpiece or the milling cutter is moved to perform the cut. We use milling to create flat surfaces, slots, pockets, and other more complex shapes that are not cylindrical .
What About Micro Drilling?
Micro drilling is a critical process for making very small, precise holes. We don't just use one method; we choose the best one based on the material and the design requirements. The most basic method is using a drill to machine a hole in a workpiece For creating a starting point or a locating hole, we might use a process called Center Drilling .
When a project demands more advanced techniques, we have other options. For conductive materials or complex hole shapes, we can use EDM Drilling, which machines the hole using electrical discharge . For very hard or brittle materials, we can use Ultrasonic Drilling, which uses high-frequency vibrations . For the most demanding applications requiring extreme precision, we can even use Electron Beam Drilling. This method uses a high-energy beam to create the hole .
How Small Can Features Be?
When we talk about how small we can go, we are operating in the world of Ultra-Precision Machining. This is a level of technology where our goal is to achieve dimensional and shape errors below 0.1 micrometers . To put that in perspective, a human hair is about 70 micrometers thick. This level of accuracy is possible because of principles like using ultra-stable machines and "micro-removal," where we only remove tiny amounts of material at a time.
This precision also applies to the surface of the part. A standard finish has visible marks, but we can achieve much finer surfaces. Our fine machining process can produce a surface roughness of 0.8 μm . If the design requires an even smoother, more reflective surface, we can use polishing to get the roughness down to just 0.4 μm . This helps us achieve the tightest possible dimensional tolerances on the smallest features .
Micro vs. Nano Machining?
The terms "micro" and "nano" can sometimes be confusing, but there is a clear distinction in scale. Our work is focused on what is called Ultra-Precision Machining . The goal of this process is to achieve errors in shape and dimension that are below 0.1 micrometers .A micrometer is one-millionth of a meter.
A nanometer is one-billionth of a meter, so it's 1,000 times smaller than a micrometer. This means our precision target of 0.1 micrometers is the same as 100 nanometers. So, while our processes are defined within the micro-machining world, the level of precision we achieve is right on the edge of the nano-scale. We achieve this through methods that allow for extremely small material removal and incredible machine stability .
Conclusion
Micro machining is a demanding field where experience, technology, and commitment must align perfectly. It's not about owning an expensive machine; it's about building a reliable system that consistently produces high-quality components.
At Worthy Hardware, we are more than a supplier; we are your precision machining partner in China, ready to take on your most demanding design challenges.
Does your next project require absolute precision?
Visit www.worthyhardware.com to upload your CAD file for a free DFM analysis and quote, or email our engineering team directly at [email protected]. Let's build your vision, together.
Sandra Gao
Founder, Worthy Hardware
Email: [email protected]
Website: www.worthyhardware.com
Hey, there, I”m Sandra . Sales manager of Worthy Hardware, with over 18 years of CNC Machining and Precision Stamping experience, Give us a try, will never let you down.Send us the parts for quote.