Which Is Better for Optical Applications: CNC Machined Acrylic or Glass?
Choosing materials for optical parts is tough. You need perfect clarity but also durability. The wrong decision can lead to costly failures, fragile products, and project delays.
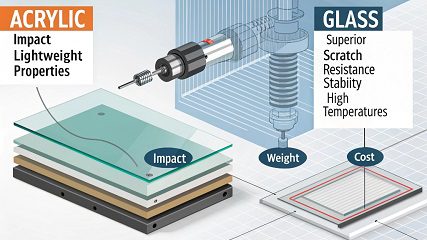
For optical applications, the better choice depends entirely on your project's demands. Acrylic is significantly more impact-resistant and lighter than glass, making it better for durability. However, glass offers superior scratch resistance and stability in high temperatures. Both provide excellent optical clarity and light transmission.
When I talk with clients like Mark from Canada, who need reliable parts for products they sell, this choice is critical. A part that fails in the field can ruin a reputation. He's very focused on quality, and so am I. The decision between acrylic and glass isn't just about the material itself; it's about matching the material's properties to the real-world environment the part will live in. You need to think about impact, temperature, weight, and cost. Let's break down the factors that will help you make the right call for your specific application.
Which type of production is best suited for CNC?
Are you unsure if CNC machining is right for your production volume? Choosing the wrong method can inflate your costs or delay your project. You need an efficient process.
CNC machining is perfectly suited for producing prototypes and low-to-mid volume production runs. It avoids the high tooling costs of injection molding, offering incredible flexibility and precision for batches from a single part up to several thousand units, making it ideal for custom manufacturing.

When you're developing a new product, things change. You might need to tweak a design after the first batch of 50. With CNC, that's easy. We just update the digital file and start machining. For high-volume methods like injection molding, a design change means creating a whole new mold, which is extremely expensive and time-consuming. I often help customers start with a single CNC prototype. Once they approve it, we can move to a run of 100 or 1,000 parts seamlessly. This scalability is a huge advantage. It gives you the freedom to test, refine, and produce without a massive financial commitment upfront.
| Manufacturing Method | Best For (Volume) | Upfront Cost | Cost Per Part | Lead Time |
|---|---|---|---|---|
| CNC Machining | Prototypes to Mid Volume | Low (No Molds) | Medium to Low | Fast (Days) |
| Injection Molding | High Volume (10,000+) | Very High (Molds) | Very Low | Slow (Weeks/Months) |
| 3D Printing | Prototypes, Complex Parts | None | High to Medium | Very Fast (Hours/Days) |
Which machining method is the most accurate?
Do you need parts with extremely tight tolerances? You might worry that your chosen manufacturing process won't deliver the precision you need, causing assembly problems and failures later on.
For the highest levels of accuracy, 5-axis CNC machining is the leading method for most applications. It can machine complex shapes in a single setup, which minimizes errors from repositioning the part. This allows us at Worthy Hardware to achieve tolerances as tight as +/- 0.001 inches.

Accuracy comes down to how much you handle the part. Every time you unclamp and re-clamp a part to machine a different side, you introduce a tiny chance for error. A standard 3-axis machine moves the tool up-down, left-right, and forward-backward. For a complex part, we might need to fixture it multiple times. But a 5-axis machine can rotate the part and the tool head simultaneously. This means we can machine five sides of a cube in one single operation, without ever moving it. This is how we produce mission-critical components for aerospace and medical devices where precision is everything. It removes the risk of human error from re-fixturing and ensures every feature is perfectly placed relative to the others.
| Machining Method | Accuracy Level | Complexity | Typical Application |
|---|---|---|---|
| 3-Axis CNC | High | Low to Medium | Brackets, Plates, Simple Parts |
| 5-Axis CNC | Very High | High to Complex | Impellers, Medical Implants |
| Manual Machining | Low to Medium | Low | Repairs, One-off Fixtures |
What are the limitations of 3 axis CNC?
Are you considering 3-axis CNC for its affordability? You might be concerned it can't handle the complexities of your design. Choosing it for the wrong part can lead to multiple setups and higher costs.
The primary limitation of 3-axis CNC machining is its inability to machine undercuts or complex features on multiple faces in a single setup. The tool only approaches from the top, so any feature that is "hidden" from that angle requires the part to be manually flipped and re-fixtured.

Think of it like this: a 3-axis machine works like a drill press that can also move side-to-side. It's very effective for drilling holes and cutting out profiles on a flat plate. But what if you need a hole drilled into the side of the part? You have to stop the machine, unclamp the part, rotate it 90 degrees, clamp it back down, and carefully re-align it before you can drill that side hole. This process adds labor time and, more importantly, creates an opportunity for small alignment errors. For parts with deep pockets or features on many sides, what seems like a cheaper process can quickly become more expensive and less accurate than using a 5-axis machine from the start.
| Feature | 3-Axis CNC | 5-Axis CNC |
|---|---|---|
| Undercuts | No (Not in one setup) | Yes |
| Complex Curves | Limited | Yes |
| Multi-Sided Machining | Requires re-fixturing | Yes (In one setup) |
| Cost for Simple Parts | Lower | Higher |
What is the most common material used for CNC tooling?
Does choosing the right material for a cutting tool seem overly technical? You worry the wrong choice will wear out, break, or damage your expensive workpiece. This can stop a project dead.
The two most common materials for CNC cutting tools are High-Speed Steel (HSS) and solid Carbide. HSS is a tough, affordable choice for general-purpose machining. Carbide is much harder, maintains its edge longer, and is essential for high-speed production and cutting hard materials like stainless steel.

The choice of tool material is critical for efficiency and finish quality. At my company, Worthy Hardware, our engineers select the tool based on the material being cut and the production volume. For a prototype in aluminum, an HSS tool might be fine. But for a production run of 1,000 stainless steel parts, we must use carbide. A carbide tool can run at much higher speeds and feeds, cutting the cycle time for each part significantly. While carbide tools are more expensive upfront, they save a lot of money on large jobs through speed and longevity. Using the wrong tool is a false economy—it will either wear out quickly or force you to run the machine so slowly that you lose all efficiency.
| Tool Material | Hardness & Wear | Speed Capability | Cost | Best Use Case |
|---|---|---|---|---|
| High-Speed Steel (HSS) | Good | Low to Medium | Low | General purpose, soft metals |
| Carbide | Excellent | High to Very High | Medium | Production runs, hard materials |
| Diamond (PCD) | Extreme | Very High | Very High | Abrasive non-metals, composites |
Conclusion
Choosing between acrylic and glass hinges on your specific needs. Acrylic offers toughness, while glass provides heat and scratch resistance. For any project, understanding CNC methods secures the best possible result.