What surface finishing options provide the best corrosion resistance for CNC parts?
Worried about your metal parts rusting? This corrosion can cause costly failures and damage your brand's reputation. The right surface finish is your best defense against the elements.
For the best corrosion resistance on CNC parts, consider anodizing (especially for aluminum), powder coating, and various types of plating like zinc or nickel. These methods create a durable, protective barrier against moisture and environmental factors, extending the life of your components significantly.
Selecting the right finish can seem complex, but it's a critical decision for your product's success. I've seen many projects succeed or fail based on this choice alone. Let's break down the basics so you can make an informed decision for your next project.
What is the surface finish of a CNC machine?
Do technical terms like "surface finish" on your quotes seem confusing? Misunderstanding this can result in parts that don't meet your functional or aesthetic needs. Let's clarify it.
The surface finish of a CNC machined part refers to its texture, roughness, and overall quality after machining. It is measured in Ra (Roughness Average) and determines the part's smoothness, appearance, and friction characteristics. A lower Ra value means a smoother finish.

When we make a part on a CNC machine, the cutting tool leaves tiny marks on the surface. The pattern and height of these marks create the part's "surface finish." The most common way to measure this is with Ra, or Roughness Average. A higher Ra number means a rougher surface, and a lower number means a smoother surface. At my company, Worthy, our standard "as-machined" finish is Ra 3.2 µm (or 125 µin). This finish is perfectly fine for many industrial parts where function is more important than looks. However, a smoother finish is sometimes necessary. For example, if two parts need to slide against each other or if a surface needs to create a tight seal with a gasket, a smoother finish is required to reduce friction and prevent leaks. The key is to choose the right finish for the job, as asking for a finish that is too smooth can add unnecessary time and cost to your project.
Surface Finish and Its Application
| Ra Value (Metric) | Ra Value (Imperial) | Description | Common Applications |
|---|---|---|---|
| 3.2 µm | 125 µin | Standard Machined Finish | General purpose parts, brackets, structural components |
| 1.6 µm | 63 µin | Smooth Machined Finish | Mating surfaces, slow-moving parts, some visual parts |
| 0.8 µm | 32 µin | Fine Machined Finish | Tight tolerance parts, bearing surfaces, aesthetic parts |
What is an Ra 0.8 surface finish?
Ever see "Ra 0.8" on a drawing and feel unsure? Specifying this finish without understanding its purpose can needlessly increase your project's costs. Let's break down what it means.
An Ra 0.8 micrometers (µm) surface finish is a relatively smooth, high-quality finish. In imperial units, this is approximately 32 microinches (µin). It's often specified for parts requiring good sealing, low friction, or a fine cosmetic appearance, with minimal visible tool marks.

An Ra 0.8 µm finish is a significant step up from a standard machine finish. We achieve this by using specific cutting tools, slower feed rates, and a more controlled machining process. The tool marks are much smaller and are often not easily visible to the naked eye, giving the part a clean, refined look. I remember a customer, much like Mark from Canada, who was developing a high-end audio knob. The initial prototype had a standard finish, and it felt a bit rough. For the production run, we switched to an Ra 0.8 finish. The difference was huge. The knob looked more premium and felt smoother to turn. This small change greatly improved the customer's final product. This finish is ideal for external surfaces on consumer electronics, shafts that rotate in bearings, and surfaces that need to form a reliable seal. It provides a great balance between performance, aesthetics, and cost for many applications.
What is an Ra 0.4 surface finish?
Do you need an extremely smooth surface for a critical component? Standard machining often can't achieve this level of precision, leading to performance issues. Let's discuss the Ra 0.4 finish.
An Ra 0.4 µm (or 16 µin) surface finish is a very fine, precision finish. It's often called a "ground finish" because it typically requires secondary grinding or lapping operations after the initial CNC machining. It results in a highly reflective, smooth-to-the-touch surface.

Achieving an Ra 0.4 µm finish is a specialized task. After the initial CNC machining, the part must go through a secondary process. This is usually grinding, where a precision grinding wheel removes a very small amount of material to create an incredibly flat and smooth surface. In some cases, we might use lapping or polishing to get an even finer, mirror-like finish. Because it requires extra steps and machinery, this finish is more expensive and has a longer lead time. You should only specify it when it is absolutely necessary for the part's function. We see this requirement most often in demanding industries. For example, parts for medical implants, high-performance engine components like pistons or cylinders, and components for optical equipment all need this level of precision to work safely and effectively. At Worthy, we can manage these secondary processes to deliver parts that meet these strict requirements.
Which method is typically used to improve the surface finish of a part after machining?
Is your part's as-machined finish not smooth or durable enough? Leaving it untreated can lead to premature wear, corrosion, or a poor appearance. Let's explore post-processing improvements.
To improve a part's surface finish after machining, various methods are used. For smoothness, grinding, polishing, and lapping are common. For protection and aesthetics, treatments like anodizing, powder coating, plating, and painting are applied. The choice depends on the desired outcome and material.

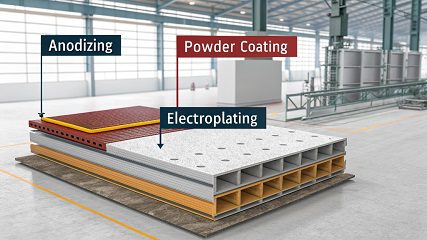
After a part is machined, we can improve its surface in two main ways. The first is mechanical, to make it smoother. As we discussed, grinding and polishing are great for this. The second way, which is key for corrosion resistance, involves applying a protective coating. This is where my team and I spend a lot of time helping customers choose the best option. Based on my experience, here are the most effective choices for fighting corrosion: Anodizingis perfect for aluminum, as it creates a hard, ceramic-like layer that is part of the metal itself. Powder coating involves spraying a dry powder onto a part and baking it, which creates a very tough, thick, and protective layer similar to paint but much more durable. Electroplating adds a thin layer of another metal, like zinc or nickel, to protect the base metal underneath. Each method has its own strengths, and we can help you choose the right one for your material, environment, and budget.
Common Finishing Methods for Corrosion Resistance
| Finishing Method | Primary Material | Key Benefit(s) | Typical Application |
|---|---|---|---|
| Anodizing (Type II/III) | Aluminum | Excellent Corrosion & Wear Resistance, Can be Dyed | Electronic housings, panels, brackets |
| Powder Coating | Most Metals | Excellent Corrosion & Impact Resistance, Thick Coating | Outdoor equipment, automotive frames, industrial machinery |
| Electroplating (Zinc, Nickel) | Steel, Brass, Zinc | Good Corrosion Resistance, Wear Resistance, Conductivity | Fasteners, connectors, hardware |
| Painting / Spraying | Most Materials | Cost-effective, Wide Color Selection | Large enclosures, prototypes, aesthetic parts |
Conclusion
Choosing the right surface finish protects your CNC parts from corrosion and improves performance. We can help you select the best, most cost-effective option for your specific application.