What is a Lathe and How Does it Shape Our World?

Struggling to grasp how complex metal parts are made? The process seems like magic, but one machine is at the heart of it all. This machine is the lathe.
A lathe is a machine tool that rotates a workpiece on an axis to perform various operations like cutting, sanding, or drilling. By spinning the material against a stationary cutting tool, it creates objects with rotational symmetry, which are essential in almost every industry you can think of.
Understanding this basic principle is just the beginning. To truly appreciate the power of a lathe, especially a modern CNC lathe, we need to look closer at how it evolved and what makes it tick. Let's dive into the history and mechanics of this incredible machine.
1. What is a lathe and its historical evolution?

Let's start with a clear definition. A lathe is a machine designed to shape material by rotating it against a cutting tool. Think of it like a potter's wheel, but instead of adding clay, we are removing material to achieve a final shape. This process is called "turning," and it's perfect for creating cylindrical parts like shafts, pins, and rings.
The concept of a lathe is ancient. Its history goes back thousands of years.
* Ancient Beginnings: The earliest lathes were very simple. Imagine a two-person setup from ancient Egypt. One person would turn a piece of wood with a rope, while the other would use a sharp stone or metal tool to carve it. It was basic but effective for making items like table legs and bowls.
* The Middle Ages: Over time, improvements were made. The bow lathe, which used a bow-string to rotate the workpiece, allowed a single person to both turn and cut. Later, Leonardo da Vinci sketched a design for a treadle-powered lathe, which provided continuous rotation and freed up the craftsman's hands.
* The Industrial Revolution: The real game-changer came in the late 18th century. An English inventor named Henry Maudslay created the screw-cutting lathe. This machine introduced a leadscrew that moved the cutting tool with incredible precision. For the first time, it was possible to mass-produce standardized screws and other parts with interchangeable threads. This was a massive step for industrial manufacturing.
* The CNC Revolution: The 20th century brought electric motors, making lathes more powerful and accessible. The most significant leap, however, was the development of CNC (Computer Numerical Control) technology. Instead of a skilled machinist manually controlling every movement, a computer program now directs the machine. This allows for parts to be made with extreme accuracy, consistency, and complexity, over and over again. At Worthy, this is the technology we use every day to produce high-precision parts for our clients.
2. How does a lathe work? What are its core components?
The working principle of a lathe is fundamentally a subtractive process. We start with a block or rod of material (like aluminum, steel, or plastic) and remove unwanted parts until only the desired shape is left.
Here’s the process in simple terms:
1. The workpiece is securely clamped and rotated at high speed.
2. A sharp, hardened cutting tool is brought into contact with the spinning workpiece.
3. The tool is moved along the length of the workpiece (turning) or across its end (facing) to shave off material in the form of small chips.
By precisely controlling the tool's movement, we can create a wide variety of features, from simple cylinders and flat faces to complex curves, grooves, and threads.
To understand how it all comes together, let's look at the core components of a typical lathe.
* Bed: This is the foundation of the lathe. It's a heavy, rigid base (usually made of cast iron) that everything else is mounted on. Its stability is critical for ensuring accuracy.
* Headstock: Located on the left side of the lathe, the headstock contains the main spindle, the gearbox, and the motor that drives it. It's the power center of the machine.
* Spindle and Chuck: The spindle is the rotating shaft that passes through the headstock. Attached to the end of the spindle is the chuck, which is the device that physically grips the workpiece. A 3-jaw chuck is common for holding round parts, while a 4-jaw chuck offers more flexibility for holding irregular shapes.
* Tailstock: This sits on the opposite end of the bed from the headstock. It can slide along the bed and be locked in place. The tailstock has two main jobs: supporting the free end of a long workpiece to prevent it from bending, or holding tools like drill bits for drilling holes in the center of the workpiece.
* Carriage: The carriage sits on the bed and moves between the headstock and tailstock. It is the component that holds and moves the cutting tool. It consists of the saddle (which slides along the bed) and the cross-slide (which moves the tool toward or away from the workpiece).
* Leadscrew and Feed Rod: These are two long, threaded rods that run along the length of the bed. The feed rod is used to move the carriage automatically for a smooth finish during turning. The leadscrew is used specifically for cutting threads, as its rotation is directly linked to the spindle's rotation to create a precise pitch.
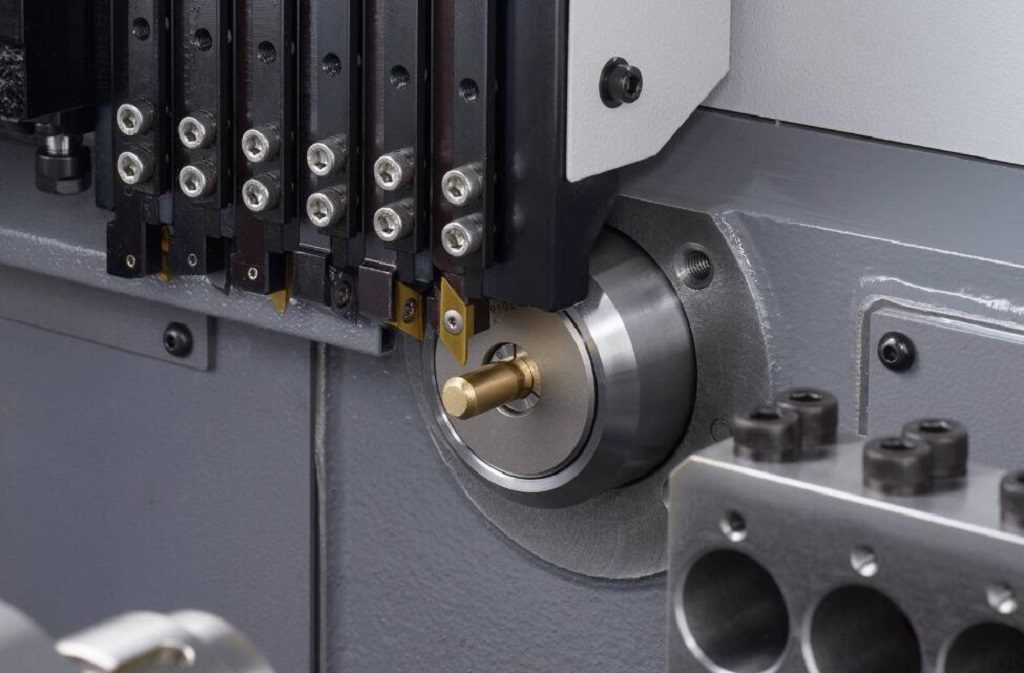
* Tool Turret (on CNC Lathes): In a modern CNC lathe, you won't find a single tool post. Instead, there's a tool turret. This is a rotating disk that can hold multiple cutting tools at once. The CNC program can automatically switch between tools in seconds, allowing for complex operations like turning, drilling, threading, and grooving all in one setup without stopping the machine. This is key to the efficiency we offer at Worthy.
3. What are the differences between a CNC lathe and a traditional lathe?

While both machines shape material by turning it, how they are controlled and what they can achieve are worlds apart. As a business that relies on precision, we made the switch to fully CNC operations years ago. Here's a breakdown of the key differences I've seen firsthand.
* Control and Operation
* Traditional Lathe: A traditional, or manual, lathe is all about the operator's skill. A machinist stands at the machine, turning handwheels and pulling levers to guide the cutting tool. Every movement, every cut, is done by hand. The quality of the final part depends entirely on the operator's experience, focus, and steady hand.
* CNC Lathe: A CNC lathe runs on a computer program. First, an engineer or machinist creates a digital design (CAD model) and then generates a set of instructions called G-code. This code is loaded into the lathe's computer. Once the operator sets up the material and tools, they press "start," and the machine executes the program perfectly. The computer controls the spindle speed, tool movements, and tool changes automatically.
* Precision and Repeatability
* Traditional Lathe: Even the best machinist will have slight variations between parts. Achieving very tight tolerances consistently is extremely challenging. It's perfect for one-off jobs or repairs, but not for mass production where every part must be identical.
* CNC Lathe: This is where CNC truly shines. Because it follows a program, a CNC lathe can produce thousands of parts that are virtually identical. The level of precision is incredible. At Worthy, we can consistently hold tolerances of +/- 0.005" (0.127 mm), and for special projects, we can achieve even tighter tolerances down to sub +/- 0.001". This repeatability is critical for industries like aerospace, medical, and automotive.
* Complexity
* Traditional Lathe: Creating complex curved surfaces or intricate patterns is very difficult and time-consuming. The geometry is limited to what an operator can produce by coordinating hand movements.
* CNC Lathe: Complex shapes are no problem. The computer can move the cutting tool along any programmed path, enabling the creation of smooth curves and complex profiles that would be nearly impossible to do manually.
* Speed and Efficiency
* Traditional Lathe: For a very simple, one-off part, a manual lathe can sometimes be faster because there is no programming time. However, for anything complex or for multiple parts, it is much slower.
* CNC Lathe:While programming takes time upfront, the production process is incredibly fast and efficient once the program is ready. A CNC lathe can run continuously with minimal supervision, often switching tools automatically. This makes it ideal for everything from rapid prototyping to high-volume production runs.
4. What types of lathes are available on the market?

The term "lathe" covers a family of machines, each designed for specific tasks. Understanding the different types helps you appreciate which one is right for a particular job.
* Engine Lathe
This is the quintessential manual lathe found in most machine shops. It’s a versatile, all-purpose machine that can perform a wide range of operations like turning, facing, drilling, and threading. It's the foundation upon which all other lathes were built and is still essential for custom work, repairs, and training.
* Turret Lathe
This is a step up from the basic engine lathe. Instead of a single tool post, it features a turret that can hold multiple cutting tools. The operator can quickly switch between tools by rotating the turret, which speeds up the process for repetitive tasks that require several different operations. It was a bridge between manual and automated lathes.
* CNC Lathe / Turning Center
This is the modern standard for manufacturing. As we discussed, these are computer-controlled for high precision and automation. The term **"Turning Center"** often describes a more advanced CNC lathe that has additional capabilities. For example, many of our turning centers at Worthy have **"live tooling,"** which means they can stop the workpiece from spinning and use rotating tools to drill holes or mill features on the side of the part. This turns the lathe into a multi-tasking machine, reducing the need for multiple setups.
* Swiss-Type Lathe (Swiss Screw Machine)
This is a specialized type of CNC lathe designed for manufacturing very small, long, and slender parts with extreme precision. The key difference is that the workpiece material is fed through a guide bushing. The material itself moves back and forth along the Z-axis, while the tools make very precise cuts close to the bushing. This provides excellent support and prevents slender parts from bending or vibrating. They are common for making parts used in watches, medical devices, and electronics.
* Vertical Lathe (VTL - Vertical Turning Lathe)
For very large, heavy, and short workpieces, a vertical lathe is used. Instead of mounting the part horizontally in a chuck, it is laid flat on a large rotating table, similar to a potter's wheel. This setup uses gravity to help secure the heavy part and allows for powerful and stable cutting. VTLs are used to machine massive components like jet engine casings, large pipe flanges, and railway wheels.
5. What materials can a lathe machine?

One of the best things about lathes, especially modern CNC turning centers, is their versatility with materials. If a material can be formed into a solid rod or block and is stable enough to be cut, chances are a lathe can machine it. At Worthy, we've worked with over 100 different materials, and the list is always growing based on our customers' needs.
Here’s a look at the main categories of materials we machine every day.
* Metals
This is by far the most common category for lathe work. Metals offer a huge range of properties, from strength and conductivity to corrosion resistance.
* Aluminum: Lightweight, corrosion-resistant, and easy to machine. We often work with grades like 6061 (a great all-rounder) and 7075 (for high-strength aerospace applications).
Here’s a look at the main categories of materials we machine every day.
* Steel: A massive category. We machine **Stainless Steel** (like 304 and 316 for food-grade and medical parts), **Alloy Steel** (for high-strength industrial components), and Mild Steel (for general-purpose parts).
* Brass and Copper:These are excellent for plumbing fittings, electrical contacts, and decorative parts because they are soft, corrosion-resistant, and conductive.
* Titanium:This is a hero material in aerospace and medical fields. It has the strength of steel but is much lighter. It's tough to machine, but our powerful CNC centers and experienced engineers handle it well.
* Other Metals: We also turn parts from Bronze, Magnesium alloys, Zinc, and more, depending on the application's specific requirements.
* Plastics
Plastics are fantastic for their light weight, chemical resistance, and insulating properties. The key is using sharp tools and the right cutting speeds to avoid melting the material.
* Delrin (Acetal): A popular choice for parts that need to be low-friction and durable, like gears, bushings, and rollers.
* Nylon: Very tough and wear-resistant, often used for mechanical parts that experience stress.
* PC (Polycarbonate): Known for its incredible impact strength and transparency, used for guards and clear components.
* PEEK: A high-performance plastic that can withstand extreme temperatures and harsh chemicals. It's often used as a metal replacement in demanding aerospace and medical applications.
* PTFE (Teflon): Famous for its non-stick, low-friction surface.
* Other Materials
While less common in our industrial work, lathes can also shape other materials.
* Wood: This is the domain of woodworking lathes, used to create everything from table legs to baseball bats.
* Composites: Materials like carbon fiber can be machined, but it's a very different process. It creates abrasive dust and requires special diamond-coated tools and ventilation systems.
6. Why do the aerospace and medical industries rely on lathe machining?
For industries where failure is not an option, manufacturing methods must be predictable, precise, and perfect. The aerospace and medical industries have some of the strictest standards in the world, and CNC lathe machining is one of the few processes that can meet them. I've personally overseen projects for clients in both fields, and the reasons they trust this technology are crystal clear.
Aerospace Industry
In aerospace, every single component has a critical job. A small flaw can lead to catastrophic failure.
* Uncompromising Precision: Aircraft components require incredibly tight tolerances to function safely and efficiently. Parts for engines, landing gear, and hydraulic systems must fit together perfectly, every time. CNC turning consistently delivers this precision. We often produce parts with tolerances of +/- 0.001" or better, ensuring absolute reliability.
* Complex Aerodynamic Shapes: Many aerospace parts, like turbine components or fuel nozzles, have complex curves designed for optimal fluid or air flow. CNC lathes can execute complex programmed paths to create these shapes flawlessly, which would be impossible to achieve by hand.
* Machining High-Strength Alloys: This industry relies on advanced materials like titanium alloys and Inconel for their high strength-to-weight ratio and resistance to extreme temperatures. These materials are very difficult to machine. CNC turning centers provide the power, rigidity, and precise control needed to cut these tough alloys effectively.
* Perfect Repeatability: An aircraft manufacturer needs to know that the 10,000th fastener is identical to the first. CNC machining guarantees this repeatability, ensuring that every part produced meets the original design specification without deviation. This is vital for certification and safety.
Medical Industry
In the medical field, parts not only need to be precise, but they also have to be perfectly clean and compatible with the human body.
* Miniaturization and Intricacy: Medical technology is constantly getting smaller. CNC Swiss-type lathes are masters of producing tiny, intricate parts like bone screws, dental implants, and components for pacemakers and surgical robots. These machines provide exceptional support for the material, allowing for the creation of very slender, complex parts with high precision.
* Biocompatible Materials: Implants and surgical tools are made from specific materials like medical-grade titanium and 316L stainless steel, or high-performance plastics like PEEK. CNC turning can machine these materials without contaminating them, creating a clean-cut part ready for final sterilization.
* Flawless Surface Finish: The surface of a medical implant can't have any microscopic grooves where bacteria could hide. CNC turning, often followed by polishing, can produce extremely smooth surface finishes. The standard "as-machined" finish is around 125 Ra, but for medical parts, much smoother finishes are required and achievable.
* Traceability and Quality:The medical device industry demands full traceability. Because our process is driven by a digital file and subject to 100% inspection, we can provide extensive quality documentation that proves every part was made exactly to specification.
For these industries, CNC turning isn't just a convenient way to make parts—it's a critical enabling technology that pushes the boundaries of innovation while guaranteeing the safety and reliability their products demand.
7. How is the ROI of investing in a lathe calculated?
Buying a CNC lathe is a huge capital expense. Whether you're a startup or an established company looking to bring production in-house, you have to ask: "Is it worth it?" Calculating the Return on Investment (ROI) isn't as simple as comparing the machine's price to the parts it makes. As someone who runs a factory full of these machines, I know the calculation is much deeper.
The basic formula is straightforward: ROI = (Net Profit / Total Investment) x 100
But the devil is in the details of "Net Profit" and "Total Investment."
What is the "Total Investment"?
This is where many people underestimate the cost. The investment goes far beyond the sticker price of the lathe.
1. Initial Purchase Cost: This is the obvious one. A professional CNC lathe can cost anywhere from $50,000 to over $500,000, depending on its size, brand, and features like live tooling or multi-axis capabilities.
2. Installation and Infrastructure: The machine needs a home. This includes the cost of rigging and transport, a reinforced concrete floor to ensure stability, and often, high-power electrical upgrades.
3. Tooling and Accessories: The lathe can't make anything by itself. You need to invest in a wide range of tool holders, cutting inserts for different materials, chucks, collets, bar feeders, and precise measuring equipment like micrometers and CMMs (Coordinate Measuring Machines). This can easily add up to tens of thousands of dollars.
4. Software and Training:You need CAD (Computer-Aided Design) software to design the parts and CAM (Computer-Aided Manufacturing) software to generate the G-code that tells the machine what to do. These come with significant licensing fees and require training.
5. Skilled Labor: A CNC lathe is not a "press start and walk away" machine. You need to hire and train skilled CNC machinists and programmers. Their salary, benefits, and ongoing training are a major part of the investment.
What is the "Return"?
The return comes from the value the lathe generates.
1. Revenue from Production: This is the most direct return—the money you earn from selling the parts you manufacture.
2. Cost Savings vs. Outsourcing: This is a big one. You calculate how much you would have paid a supplier like us at Worthy to make the parts for you. Bringing it in-house eliminates that cost.
3. Intangible Benefits:This is harder to quantify but very real. It includes faster prototyping, shorter lead times for your customers, better control over your intellectual property, and the ability to offer new services.
Making the Decision: In-House vs. Outsourcing
When you put all these numbers together, the ROI calculation often reveals a hard truth: unless a company can keep its lathe running at high capacity, the investment is very difficult to justify. The massive overhead of equipment, software, and skilled labor is often far greater than the savings from not outsourcing.
This is precisely why our business model at Worthy works. Our clients get all the benefits of high-end CNC turning—extreme precision, a wide material selection, and experienced engineers—without any of the capital investment or operational headaches. They can focus on designing and selling great products, while we handle the complex manufacturing. For most businesses, this partnership offers a much faster and more secure return.
8. How is lathe precision guaranteed? What are the key maintenance steps?
In our business, precision isn't just a goal; it's a promise. When a client's drawing specifies a tolerance of +/- 0.001", we have to hit it, every single time. This level of accuracy doesn't happen by accident. It's the result of a systematic approach that combines machine quality, rigorous processes, and obsessive maintenance.
The Three Pillars of Lathe Precision
1. The Machine Itself
It all starts with the hardware. A high-precision lathe is built on a foundation of quality.
* Rigid Construction: The base of the lathe, or bed, is a massive, heavy casting made from vibration-damping material. This rigidity prevents the machine from flexing under the force of the cut, which is a primary cause of inaccuracy.
* Precision Components:The parts that move the tool, like the ball screws and linear guides, are ground to microscopic tolerances. Any "backlash" or slop in these components would make it impossible to position the tool accurately.
* Thermal Stability: As a lathe runs, the motor, spindle, and cutting action generate heat. This heat causes the machine's metal components to expand, which can alter the dimensions of the part being cut. Our machines have built-in cooling systems that circulate fluid through the spindle and ball screws to maintain a stable operating temperature and ensure consistent accuracy from the first part to the last.
2. Process Control and Inspection
Having a great machine is only half the battle. How you use it is just as important.
* Secure Workholding: The workpiece must be held perfectly centered and tight in the chuck. Any wobble will ruin the part.
* Correct Tooling: We use high-quality cutting inserts chosen specifically for the material being machined. A dull or incorrect tool will deflect, tear the material instead of shearing it, and result in poor dimensions and surface finish.
* Program Optimization:Our engineers program the optimal "speeds and feeds"—the speed the material spins and the rate the tool moves. This ensures a clean, efficient cut.
* Constant Measurement: We don't just inspect the final part; we inspect parts throughout the production run. This allows us to catch any tiny drift in dimensions—perhaps caused by tool wear—and make adjustments long before the part goes out of tolerance. At Worthy, 100% inspection is standard procedure.
Key Maintenance Steps for Peak Performance
A lathe is like a high-performance race car; it needs constant care to perform at its best. Here are the core maintenance tasks we perform religiously:
* Daily Checks: Every day, operators check fluid levels, especially the coolant and hydraulic oil. They also wipe down critical surfaces to remove chips and grime that could interfere with motion or cause wear.
* Weekly Maintenance:We check and clean the filters for the coolant and hydraulic systems. A clean coolant system prevents bacteria growth and ensures the tool stays cool and lubricated. We also test all safety features.
* Monthly Maintenance: We inspect the chuck and jaws for wear and check the alignment of the headstock and tailstock. Misalignment is a major source of inaccuracy. We also top off lubrication for the slides and guides.
* Annual Professional Calibration: At least once a year, we bring in a specialist to perform a full laser calibration. They use laser interferometers to measure the positioning accuracy of each axis down to the micron level and make electronic compensations to correct for any wear or deviation.
9. How to choose the most suitable lathe for your company?

Deciding to buy a CNC lathe is a major strategic move. It's not just about buying a machine; it's about investing in a new capability. As someone who manages a fleet of these machines, I know that the most common mistake is choosing a lathe based on price or a single feature. A successful purchase starts with a deep analysis of what you truly need to produce.
Here are the critical questions you must ask yourself before you even start looking at models.
1. Analyze Your Parts: Size, Complexity, and Volume
The parts you plan to make will dictate 80% of your decision.
* **Size:** Look at your current and future part drawings. What is the maximum diameter (this determines the "swing") and maximum length (this determines the "distance between centers") you'll need? A machine that's too small is useless, but one that's too large is an inefficient use of capital and floor space. For reference, at Worthy, our lathes can handle parts up to 32” in diameter.
* Complexity:
* 2-Axis Lathe: If you are only making simple shafts and cylindrical parts, a basic 2-axis (X and Z) CNC lathe might be enough.
* Turning Center (3+ Axis): Do your parts have milled flats, off-center holes, or angled features? If so, you need a "turning center" with a C-axis (allows the spindle to be positioned as a rotary axis) and "live tooling" (allows for milling and drilling operations). This eliminates the need for a second operation on a milling machine, saving huge amounts of time, but it also significantly increases the machine's cost and programming complexity.
* Volume: Will you be making one-off prototypes or thousands of identical parts? For high-volume production, you should consider automation options like an automatic bar feeder, which feeds material into the lathe without an operator. For high-mix, low-volume work, you need a machine that is fast and easy to set up.
2. What Materials Will You Machine?
The material dictates the machine's power and rigidity. Machining soft aluminum or plastic requires much less power than cutting through tough materials like Titanium or high-strength steel alloys. If you plan to work with hard metals, you need a machine with a powerful spindle motor and a heavy, rigid frame to handle the cutting forces without vibrating.
3. What Precision Do You Need?
All CNC lathes are precise, but the level of precision varies. A general-purpose lathe might hold tolerances of +/- 0.005". However, if your parts require medical or aerospace-grade precision (like the sub +/- 0.001" tolerances we often work with), you need a high-precision machine. These lathes have features like thermal compensation systems, higher-grade ball screws, and more rigid construction, all of which come at a premium price.
4. The Real-World Question: Invest or Outsource?
After considering these factors, the final question is one of business strategy. Buying a lathe involves a huge Total Investment in the machine, tooling, software, infrastructure, and highly skilled operators.
Before you make that leap, ask:
* Will we have enough consistent work to keep this multi-hundred-thousand-dollar asset running and generating a return?
* Do we have the in-house expertise to maintain it, program it, and troubleshoot the inevitable machining problems?
For many companies, the answer is no. They find that partnering with a specialist supplier like Worthy Hardware gives them access to top-of-the-line technology and deep expertise without the massive capital outlay and operational risk.
10. How to solve common lathe machining problems?
Even with the best CNC lathes, problems can arise during machining. The difference between an amateur and a professional is how quickly you can diagnose and solve them. In our shop, we have a systematic approach to troubleshooting that keeps production moving and ensures every part meets spec. Here are some of the most common issues and how we solve them.
Problem 1: Poor Surface Finish
A rough or wavy surface on a finished part is unacceptable.
* Common Causes:
* The cutting tool insert is dull, chipped, or has the wrong nose radius.
* Cutting parameters are wrong (e.g., feed rate is too high for the spindle speed).
* Vibration (chatter).
* Our Solution:
1. Check the Tool First: This is the easiest fix. We inspect the cutting edge under magnification and replace it if it's worn.
2. Verify Speeds and Feeds: We review the program to ensure the parameters are correct for the material. For a finishing pass, this usually means increasing the spindle speed and decreasing the feed rate.
3. Check Rigidity: We make sure the tool isn't sticking out too far from the turret and that the workpiece is held securely in the chuck.
Problem 2: Inaccurate Dimensions (Not Holding Tolerance)
The part measures larger or smaller than the drawing specification.
* Common Causes:
* Tool Wear: As the tool cuts, its edge slowly wears away. Even a tiny amount of wear can push a dimension out of tolerance.
* Incorrect Tool Offsets: The operator may have measured the tool incorrectly or entered the wrong value into the control.
* Thermal Growth:A machine that has just started running is "cold." As it runs, it heats up and expands slightly, which can change the final dimensions.
* Our Solution:
1. Measure and Adjust: Our process includes in-process inspection. We measure a part and if we see a trend (e.g., diameters are slowly getting larger), we use the CNC control's tool wear compensation to adjust the tool's position by a few thousandths of an inch.
2. Process Control: We always run a warm-up cycle on our machines before starting a precision job to ensure thermal stability.
3. Confirm Offsets: Before any production run, tool offsets are double-checked to prevent simple data entry errors.
Problem 3: Chatter (Heavy Vibration)
Chatter is a high-frequency vibration that leaves a distinct, ugly wave pattern on the workpiece and makes a terrible noise.
* Common Causes:
* The workpiece is too long and thin and is whipping around without support.
* The tool is sticking out too far from its holder.
* The combination of spindle speed and depth of cut is creating a harmonic vibration.
* Our Solution:
1. Increase Rigidity: The first step is to reduce leverage. We use a tailstock to support the end of a long part. We also use the shortest, stubbiest tooling possible.
2. Change the Harmonics: We systematically change the cutting parameters. Sometimes, simply increasing the feed rate or changing the spindle RPM by 10% is enough to break the vibration. Changing the depth of cut can also work.
Problem 4: Stringy Chips (The "Bird's Nest")
With soft materials like aluminum, the chips can form long, stringy tangles that wrap around the part and tooling, ruining the finish and potentially stopping the machine.
* Common Causes:
* The wrong cutting tool geometry is being used.
* The depth of cut or feed rate is too light.
* Our Solution:
1. Use a Chip Breaker:We select tool inserts that have special molded geometry on their surface. These are designed to force the chip to curl tightly and snap off into small, manageable pieces.
2. Adjust the Program: We can program a "peck" cycle, where the tool cuts for a short distance and then retracts slightly to break the chip before continuing. Increasing the feed rate can also force the chip to break.
Solving these problems efficiently is key to our business. It's this deep, practical knowledge that allows us to deliver perfect parts on time, every time.
Conclusion
As we've seen, owning and operating a CNC lathe is a massive commitment of capital, space, and expertise. The smarter and more profitable path for many businesses is to leverage a dedicated partner. At Worthy, we handle the complexities of precision machining, allowing you to focus on innovation, worry-free.
ple is key to achieving high efficiency, excellent surface finish, and lower costs in any machining project.