What Are The Most Common Welding Defects And How Can You Prevent Them?

Bad welds can ruin projects, costing time and money. These frustrating defects can cause part failure. Understanding common welding defects is the key to preventing these costly production issues.
Common welding defects include porosity, poor fusion, cracks, and distortion. You can prevent them by using correct parameters like laser power and speed, ensuring proper material preparation, and controlling heat input. This ensures a strong, high-quality weld for your parts every time.
I've seen firsthand how a seemingly small defect can cause big problems down the line. It's something Mark from Canada, one of my clients, worries about. He needs perfect parts for his business. That’s why we take weld quality so seriously at Worthy Hardware. In my experience, most defects fall into a few common categories. Let's break down these issues one by one, so you know exactly what to look for and how to ensure your parts are perfect.
What are common welding defects and how can they be prevented?
You receive parts with rough, uneven welds, a clear sign of poor quality. This raises concerns about the part's strength and look. But these issues are preventable with proper control.
The most common defects are poor weld formation, like uneven width or porosity, and incorrect weld penetration. Prevention involves controlling laser power, speed, and focus, along with ensuring the material is clean. This creates a smooth, strong, and visually appealing weld that meets specifications.
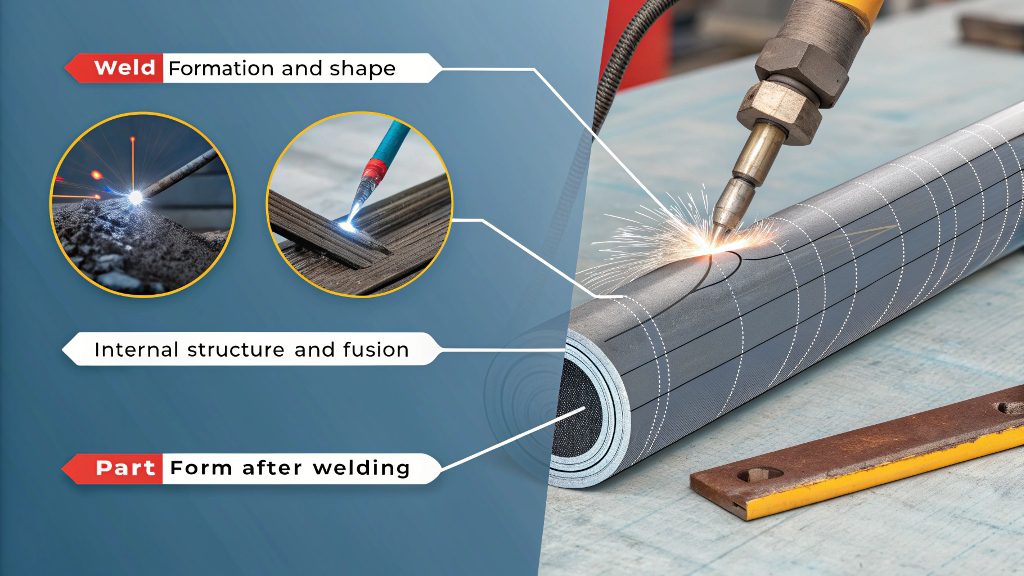
When we talk about common defects, they usually fall into three main groups: issues with the weld's shape, issues with its internal structure, and issues with the part’s form after welding. Based on my experience fabricating parts for customers worldwide, getting these right is fundamental.
Understanding Weld Formation and Shape
Poor weld formation is the most visible defect. This includes things like an uneven width, a rough surface, or a weld that is too high (excessive reinforcement) or has a groove cut into the base metal (undercut). From our work, I know these are often caused by incorrect settings or operator technique. For example, in laser welding, an improper laser power setting is a frequent cause of poor surface finish.
Controlling Internal Structure and Fusion
A weld can look good on the surface but be weak inside. Defects like porosity (gas bubbles trapped in the weld) or lack of fusion (the weld doesn't fully bond to the base metal) are critical failures. These are often caused by contamination on the material or improper heat input. We always stress the importance of controlling the laser focus, power, and travel speed to manage the fusion depth perfectly.
Here's a simple breakdown:
| Defect Type | Common Cause | Prevention Method |
|---|---|---|
| Porosity | Gas contamination, moisture on material | Clean material thoroughly, check shielding gas |
| Undercut | Incorrect welding angle, excessive speed | Adjust welder technique and slow travel speed |
| Lack of Fusion | Low heat input, incorrect laser focus | Increase power, adjust focus, slow travel speed |
What are some common defects associated with SMAW and how can they be prevented?
You're using a trusted process like SMAW but still finding flaws like slag inclusions. This can be frustrating and cause hidden weaknesses. Knowing the process-specific issues helps prevent them.
For SMAW, common defects include slag inclusions, arc strikes, and spatter. Prevention involves proper technique, correct amperage, and thorough cleaning between passes. In our modern processes like laser welding, we focus on controlling different parameters like laser power and focus to avoid similar issues.
While my company, Worthy, specializes in advanced fabrication like laser welding, many of our customers are familiar with traditional methods. Shielded Metal Arc Welding (SMAW)[^1], or stick welding, is very common but has its own set of potential problems.
Traditional vs. Modern Welding Challenges
In a process like SMAW, the protective coating on the electrode melts to form slag. If this slag isn’t completely removed between weld passes, it can get trapped, creating a defect called a "slag inclusion." This is a weak spot in the weld. In contrast, laser welding, which we use often, doesn't use slag. Our main challenge is different. We must precisely control the heat to avoid issues like deformation, especially in the thin sheet metal (down to 0.024") we handle. This is a major concern for clients who need precision parts.
Preventing Modern Welding Defects
For the advanced welding we do, the key defects relate to the energy source.
-
Incorrect Fusion Depth: My insights show this is a big one. If the laser focus is wrong, or the power and speed are off, the weld won't penetrate deeply enough, or it might cut right through. We use our four engineers' rich experience to dial in these settings perfectly for every material, from aluminum to titanium.
-
Deformation (Warping): Thin materials are very sensitive to heat. Too much heat in one area causes the metal to warp. We prevent this by using proper clamping and fixtures, and by planning the welding sequence to distribute the heat evenly. This ensures the final part maintains its exact specified shape, a promise of our 100% inspection guarantee.
What are the preventive measures for weld imperfections?
You want to avoid weld defects entirely, not just fix them. Constant repairs waste resources and delay your projects. A proactive approach with clear preventive steps is the best solution.
Key preventive measures include creating a detailed Weld Procedure Specification (WPS), using qualified welders, preparing materials correctly, and consistent inspection. This framework ensures every weld is made under controlled conditions, minimizing the risk of imperfections and guaranteeing consistent, high-quality results.

At my company, we believe prevention is always better than cure. This mindset is critical for B2B wholesale, where consistency and quality are everything. Waiting until the end to find a problem is a pain point for many buyers, like my client Mark. To avoid this, we build quality into every step of the process.
The Role of a Weld Procedure Specification (WPS)
Think of a WPS as the recipe for a perfect weld. It’s a formal document that outlines every variable required to perform the weld correctly. It specifies the material type and thickness, the welding process (e.g., laser), the filler material, the speed, the power or amperage, and the shielding gas. Our engineers develop a WPS for each unique job. This removes guesswork and ensures that every part is welded the same way, every time, meeting tight tolerances like the +/- 0.005" we offer.
Material Preparation and Inspection
You can have the best welder and the best machine, but if the material is dirty, you'll get a bad weld. Any oil, rust, paint, or moisture on the surface can turn into gas when heated, causing porosity. That’s why our process includes a mandatory cleaning and preparation step. Furthermore, we practice both in-process and final inspection. Our welders check their own work as they go, and then every single part undergoes a 100% final inspection before it ships. This system helps us catch any potential issues immediately.
Which of the following is a common welding defect?
Looking at a finished weld, it's hard to know what's a real problem. Is that small mark a critical flaw or just cosmetic? Making the wrong call is expensive.
If you were asked to pick a common welding defect from a list, options like Cracking, Porosity, Undercut, or Lack of Fusion would all be correct. Each of these represents a significant flaw that can compromise the structural integrity and quality of the welded component.

When you are inspecting parts, especially from a new supplier, you need to know what to look for. Some imperfections are minor, but others are critical failures that make the part unusable. From all the defects possible, a few stand out as being both common and very serious. If you see any of these, it's a major red flag.
Critical Defect Spotlight
Here are the "most wanted" criminals in the world of welding defects. Their presence can severely compromise the safety and function of parts used in industries from automotive to aerospace.
-
Cracking: This is the most serious welding defect. Cracks can appear in the weld metal or the base metal right next to it. They act as stress risers and can lead to sudden, catastrophic failure of the part under load.
-
Lack of Fusion: This happens when the weld metal fails to melt and fuse with the base material. It creates a weak bond that is essentially just a surface-level connection with no real strength.
-
Porosity: These are small gas bubbles or pores trapped within the solidified weld. While a few tiny pores might be acceptable, extensive porosity reduces the cross-sectional area of the weld, making it much weaker.
Here is a table summarizing these critical defects:
| Defect Name | Description | Severity / Impact |
|---|---|---|
| Cracking | A fracture in the weld or base metal. | Critical. Can lead to complete part failure. |
| Lack of Fusion | The weld does not properly bond to the base metal. | Critical. Creates a very weak joint with no integrity. |
| Porosity | Gas bubbles or voids trapped in the weld. | High. Reduces weld strength and creates leak paths. |
Conclusion
Understanding common welding defects and their prevention is crucial. Proper procedure, parameter control, and inspection ensure you receive strong, reliable, and high-quality parts for every project you undertake.