What is Steel Bending?

Steel bending is a manufacturing process that manipulates steel into various shapes and angles through forceful deformation. This technique is crucial in creating components that fit into larger structures like buildings, vehicles, and machinery. By applying specific methods, tools, and machinery, steel can be bent to exact angles, ensuring both functionality and aesthetic appeal in the final product.
Now that you're acquainted with the basic concept of steel bending, let's delve deeper. This process not only enhances the versatility of steel but also expands the horizons of what can be achieved in construction and industrial design. Stay tuned as we explore the different types and methodologies of steel bending that empower industries worldwide.
What is Steel Bending?

Steel bending is a formative manufacturing process where steel is deformed, using force, to achieve a specific curve or angle.
In my experience running a factory that specializes in precision metal parts, steel bending is crucial for creating components that must meet strict technical specifications for a broad range of industrial applications. The process involves several techniques, each suited to different types of steel and end-use requirements, ensuring that the metal retains its strength and durability even after being shaped. The adaptability and efficiency of steel bending make it a preferred method in many projects, aiming to achieve both precision and aesthetic value.
Types of Steel Bending
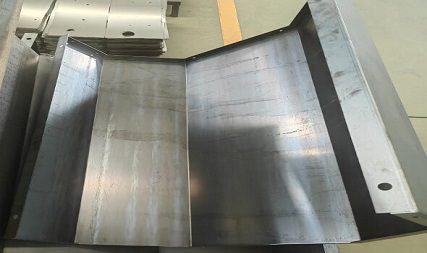
Press Brake Bending
This is one of the most common forms of steel bending, utilized primarily in my factory for creating precise bends in sheet metal. A press brake machine uses a set of punches and dies to form the steel into a desired angle or shape. The process is highly controlled, allowing for complex, repetitive patterns that are crucial in large-scale manufacturing.
Roll Bending
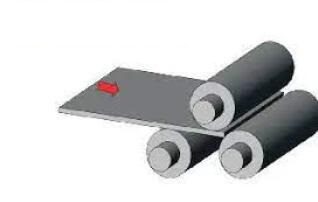
Roll bending involves passing the steel through a series of rollers that gradually apply pressure to alter its shape. This method is particularly useful for creating large, smooth curves like tubes, tanks, and structural components in bridges and buildings.
Rotary Draw Bending
This technique is used for precise bending of tube and pipe products, where a rotary draw bends the material around a die set into a fixed radius. It's essential for creating tight and consistent bends, making it ideal for plumbing, automotive exhausts, and aerospace components. The control over the bend’s radius and angle allows for high precision, which is vital in my field of work.
Mandrel Bending

Mandrel bending is an advanced form of rotary draw bending where a mandrel—a solid rod or linked ball—is inserted into the tube during the bending process to support the tube walls and prevent deformations such as flattening.
This method is particularly beneficial when working with materials that require a high degree of precision and integrity in their final form.
Induction Bending
Induction bending uses heat and pressure to bend steel. An induction coil heats a small section of the steel to a specified temperature, then pressure is applied to bend it while the material is hot, followed by rapid cooling.
This method is perfect for structural steel where a high load-bearing capacity is necessary. It allows for larger or thicker pieces to be bent with fewer stress points, maintaining the strength of the material.
How Does Steel Bending Work?
Steel bending involves several steps that manipulate the metal into the desired shape without breaking or compromising its structural integrity. Here’s a detailed look at the general process, which can vary slightly depending on the specific type of bending being performed:
Preparation of Material
First, the steel must be prepared for bending. This includes measuring and marking the steel to ensure the bends are made at the correct angles and positions. Depending on the requirements, the steel might also be cleaned or treated to improve its malleability or to prevent surface damage during the bending process.
Setting Up the Machine
The type of machine used depends on the bending technique and the specific requirements of the project. Machines like press brakes, roll benders, or rotary draw benders are set up with the appropriate tools and dies. For instance, in press brake bending, the correct dies must be installed, and the machine settings adjusted according to the thickness, type of steel, and angle of bend required.
Heating (If Required)
For certain types of bending, such as induction bending, the steel is heated to make it more pliable. An induction coil is used to heat the steel to a specific temperature that allows it to bend without breaking or distorting. The heating must be carefully controlled to ensure uniform temperature and prevent weakening of the steel.
Bending Process
Once everything is set up and the steel is prepared (and heated if necessary), the bending process begins. The steel is fed into the machine, where mechanical force is applied to bend it. This could involve:
- Pressing the steel between dies to form angles (press brake bending).
- Rolling the steel through sets of rollers that gradually curve it (roll bending).
- Drawing the steel around a die using a rotary mechanism to create precise curves and angles (rotary draw bending).
Checking and Adjustments
After the initial bend, the steel is often checked against templates or measured to ensure it meets the required specifications. If necessary, further adjustments or rebends are performed. This step is crucial to ensure the accuracy of the bend, especially in projects where precision is critical.
Finishing
Once the bending is completed and verified, any final treatments such as deburring, cleaning, or protective coatings are applied. The steel is then inspected one last time before being moved on to the next phase of manufacturing or shipped to the customer.
Type of Steel suitable for bending
| Type of Steel | Steel Grade | Characteristics | Typical Applications |
|---|---|---|---|
| Mild Steel | Grade A36 | Good weldability, machinability, can be hardened | General fabrication, structural applications |
| Grade 1018 | Good weldability, relatively high strength | Rods, fastening hardware, parts requiring bending | |
| Grade 1020 | Slightly more ductile than 1018 | Applications requiring intricate forming | |
| HSLA Steel | ASTM A572 Grade 50 | High strength, good weldability | Structural applications where weight reduction is critical |
| ASTM A656 Grade 80 | Improved strength, excellent formability | High-strength structural components | |
| Stainless Steel | Grade 304 | Excellent formability, corrosion resistance | Kitchen equipment, piping, architectural paneling |
| Grade 316 | Higher corrosion resistance, good bending characteristics | Marine environments, acidic environments | |
| Spring Steel | AISI 5160 | High yield strength, excellent durability | Automotive leaf springs |
| AISI 1095 | High carbon, high tensile strength | Blades, springs | |
| Tool Steel | A2 | Balance of hardness and toughness | Cold work tooling |
| D2 | High wear resistance, hardness | Cutting tools like punches and dies | |
| Weathering Steel | ASTM A588 | Protective coating under weather exposure | Bridges, large structural applications |
| ASTM A242 | Stable, rust-like appearance after weathering | Outdoor sculptures, architectural facades |
Tips for Steel Bending
When it comes to bending steel effectively and efficiently in our factory, there are several key practices and considerations that help ensure the best results. Here are some essential tips that can make the steel bending process more accurate and reliable:
1. Understand Material Properties
Before starting the bending process, it's crucial to understand the specific properties of the steel grade being used. Factors such as yield strength, ductility, and brittleness will determine how the steel reacts under stress and how it should be handled during the bending process.
2. Proper Material Preparation
Ensure that the steel is properly prepared. This includes cleaning the material to remove any dirt, grease, or rust that could affect the quality of the bend. If necessary, apply a suitable lubricant to reduce friction during bending, which can help prevent cracking or other defects.
3. Use the Right Tools and Dies
Selecting the appropriate tools and dies for the bending machine is critical. Different grades and thicknesses of steel require specific types of dies to achieve the desired bend without damaging the material. Always check that the tools are in good condition and are suited for the specific bending task.
4. Control Bending Speed and Pressure
The speed and pressure of the bending process need to be carefully controlled. Too much speed or pressure can cause the steel to deform improperly or crack, while too little can lead to incomplete bends. Adjust the machine settings based on the thickness and type of steel to ensure optimal bending conditions.
5. Monitor Heat Levels
For processes like induction bending where heat is applied, monitor the temperature closely. Excessive heat can weaken the steel, while insufficient heat can prevent proper bending. Use precise temperature controls and ensure uniform heating to achieve consistent bending results.
6. Perform Regular Maintenance on Bending Machinery
Regular maintenance of bending machinery is essential to prevent breakdowns and ensure consistent performance. This includes checking for wear on mechanical parts, ensuring hydraulic systems are free of leaks, and keeping electrical components in good working order.
7. Check for Accuracy During the Process
During the bending process, periodically check the angle and dimensions of the bend using appropriate measuring tools. Making adjustments in real-time can help avoid errors and material wastage, ensuring that each bend meets the required specifications.
8. Allow for Springback
Steel tends to 'spring back' a little after bending, which can affect the final angle. Compensate for this natural tendency by slightly over-bending the steel, based on the known springback characteristics of the steel grade being used.
9. Test Prototypes
If possible, test a prototype or a sample before proceeding with a large batch. This testing can help identify any potential issues with the bending process or the design itself, allowing for adjustments before full-scale production begins.
10. Follow Safety Protocols
Always adhere to safety protocols during the bending process. This includes wearing the appropriate personal protective equipment (PPE), keeping clear of moving parts, and following operational guidelines to prevent accidents.
By following these tips, we ensure that our steel bending processes are both efficient and produce high-quality components that meet the stringent demands of our clients. Each tip contributes to improving the overall outcome, minimizing waste, and enhancing the durability and functionality of the bent steel products.
Conclusion
We invite you to experience the precision and quality of our steel bending services firsthand. Contact us today to discuss how we can support your project needs with our expert solutions. Let us help you achieve the exceptional results your projects deserve.
FAQ
What types of steel can be bent?
Most steel types can be bent, including mild steel, stainless steel, high-strength low-alloy, and more. The suitability depends on the steel's grade and composition.
How accurate is steel bending?
Steel bending accuracy depends on the machinery used and the skill of the operators. Modern machines and experienced technicians can achieve high precision with minimal deviation.
Does bending steel weaken it?
Bending steel does not significantly weaken it if done correctly. Proper techniques maintain the integrity of the steel while forming it to the desired shapes.
Can steel be bent to any shape?
While steel is versatile, there are limitations to how it can be bent. The radius of the bend and the complexity of the shape will depend on the type of steel and the bending process used.
What is the difference between hot and cold bending?
Hot bending involves heating the steel to make it more pliable, typically used for thicker or harder steel. Cold bending is done at room temperature and is suitable for thinner or softer steel types.