Sinker EDM Over CNC Milling
Struggling with sharp internal corners? CNC milling leaves rounded edges, failing your design. Sinker EDM is the precise solution for those impossible-to-machine features your project needs.
Choose Sinker EDM over CNC milling when your part needs sharp internal corners, deep narrow cavities, or intricate shapes that a cutting tool cannot create. It's also the best choice for machining very hard conductive materials that are difficult for traditional mills.
I've seen many projects stall because of a simple misunderstanding between these two powerful machining methods. It’s a common point of confusion, but it is a critical one to get right. Let's break down exactly what sinker EDM is and when it becomes not just an option, a necessity for your parts. Getting this right saves time, money, and a lot of headaches.
What is sinker EDM used for?
Your design has deep cavities or complex shapes? Traditional machining just can't create the fine details you need. Sinker EDM is made for these exact, hard-to-reach features.
Sinker EDM is mainly used for creating complex cavities, sharp internal corners, and intricate shapes in conductive materials. It's perfect for mold making, dies, and parts with features that are impossible to machine with traditional cutting tools, especially in hardened steel.
Sinker EDM, also called ram EDM, is a top choice for making tools and molds. Imagine the detailed cavities in an injection mold or the exact shapes of a stamping die. Sinker EDM creates these features with high precision, even after the metal has been heat-treated and hardened. This is a huge advantage because it avoids the part warping that can happen if you machine it before hardening.
Common Sinker EDM Applications
This process is not just for molds. It has many uses across different industries.
- Aerospace: Machining turbine blades with complex cooling holes.
- Medical: Creating intricate features on surgical instruments.
- Automotive: Producing dies for stamping body panels.
The Sharp Corner Advantage
Here is the most important point. From my experience, CNC milling can never produce a perfect internal right angle. No matter how small the cutting tool is, it's still round, so it will always leave a small radius in the corner. If your design absolutely must have a sharp internal corner, sinker EDM is the only way to achieve it. It uses a shaped electrode to burn the material away, creating a perfect negative of its shape.
What is the disadvantage of using EDM?
Thinking about using EDM? Be aware that it can be a slow and costly process. This can impact your deadlines and your budget if you aren't prepared for it.
The main disadvantage of EDM is its slow machining speed compared to CNC milling. It's also a more expensive process and requires the workpiece to be electrically conductive. Additionally, the process can leave a thin, re-cast layer on the surface that may need removal.
While EDM is incredibly precise, it has some drawbacks you need to consider. The material removal rate is much lower than CNC milling because it relies on eroding material with sparks, not cutting it with a tool. This makes it unsuitable for removing large volumes of material quickly. I always tell my clients that if you can mill it, you should mill it. Use EDM only for the features that milling can't handle.
Key Limitations to Consider
The process also consumes the electrode, which means we might need to make multiple electrodes for a single job, adding to the cost and time. Here is a simple breakdown of the main disadvantages.
| Disadvantage | Description | Impact on Projects |
|---|---|---|
| Slower Speed | Material removal is much slower than milling. | Can significantly increase lead times. |
| Higher Cost | Setup, tooling (electrodes), and runtime are expensive. | Increases the cost per part. |
| Conductive Materials Only | Only works on materials that conduct electricity. | Cannot be used on plastics, woods, or ceramics. |
| Recast Layer | Leaves a hard, brittle layer on the surface. | May require a secondary process to remove. |
For a procurement officer like Mark, understanding these points is key. You need to balance the need for precision features with the impact on your timeline and budget.
What is the difference between CNC machine and EDM machine?
Confused about which machine does what? Using the wrong one can waste material and time. Each machine has a specific job, and knowing the difference is key to success.
The fundamental difference is how they remove material. A CNC machine uses physical contact, with a spinning cutting tool that chips away material. An EDM machine uses no contact, instead using electrical sparks to erode or vaporize conductive material.
Think of it like this: CNC milling is like sculpting with a chisel, while EDM is like carving with a tiny, controlled lightning bolt. As a CNC machining parts supplier, we use both processes every day, but for very different tasks. A CNC mill is a workhorse for general shaping, drilling, and pocketing. It's fast and efficient for removing lots of material.
An EDM machine, on the other hand, is a specialist. We bring it in for the fine details. It doesn't care how hard the material is, as long as it's conductive.
Method of Removal
- CNC Machine: It uses a cutting tool (like an end mill or drill bit) that is harder than the workpiece. The tool physically cuts and removes chips of material to create the desired shape. This process involves significant force.
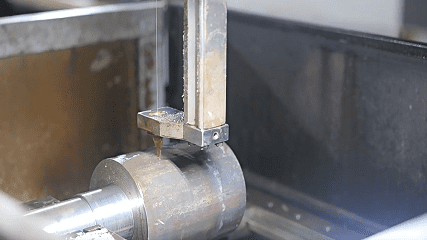
- EDM Machine: It uses a tool electrode and a workpiece submerged in a dielectric fluid. A high-frequency electrical spark jumps between the electrode and the workpiece, melting and vaporizing a tiny amount of material. There is no physical contact.
This core difference leads to all the other distinctions in their application, speed, and capabilities.
What is the difference between wire and sinker EDM?
You know you need EDM, but which type? Choosing between wire and sinker EDM is crucial. The wrong choice can mean your part simply cannot be made as designed.
The main difference is the electrode's shape and function. Sinker EDM uses a custom-shaped 3D electrode that plunges into the material to create a cavity. Wire EDM uses a thin, continuously fed wire to make 2D cuts through the material's thickness.

At Worthy, we often explain this to customers by using a simple analogy. Imagine you are cutting shapes out of a block of cheese.
Sinker EDM: The Cookie Cutter
Sinker EDM is like using a cookie cutter. We create a precisely shaped tool (the electrode) and "sink" it into the material. This process creates a 3D cavity that is a mirror image of the electrode. It's perfect for:
- Complex cavities
- Molds and dies
- Features that do not go all the way through a part (blind cavities)
- Creating fine surface textures
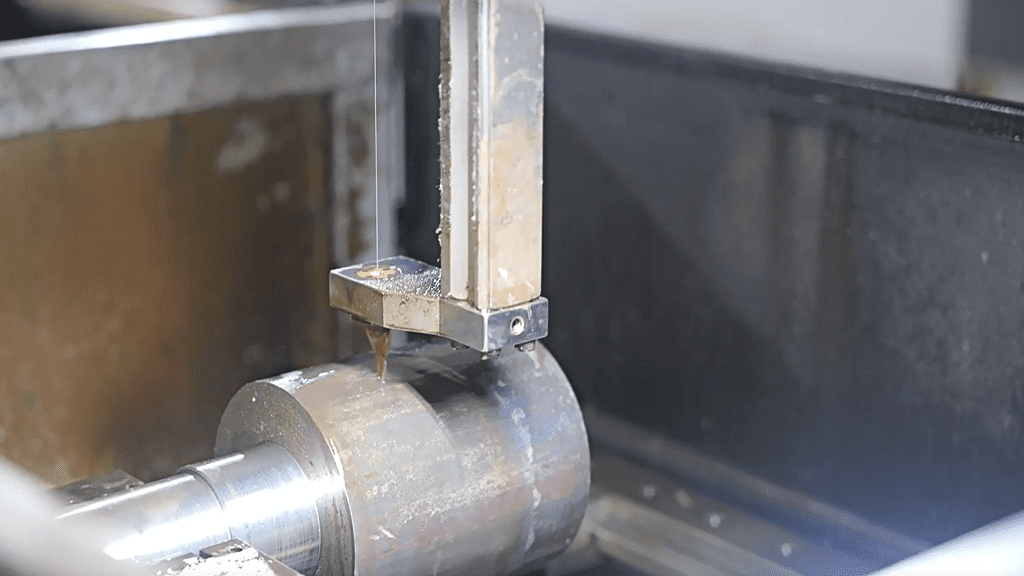
Wire EDM: The Cheese Wire
Wire EDM is like using a cheese wire. A very thin wire moves along a programmed path to cut through the entire thickness of the material. It’s essentially a very precise, computer-controlled bandsaw for metals. This method is ideal for:
- Creating punches and extrusion dies
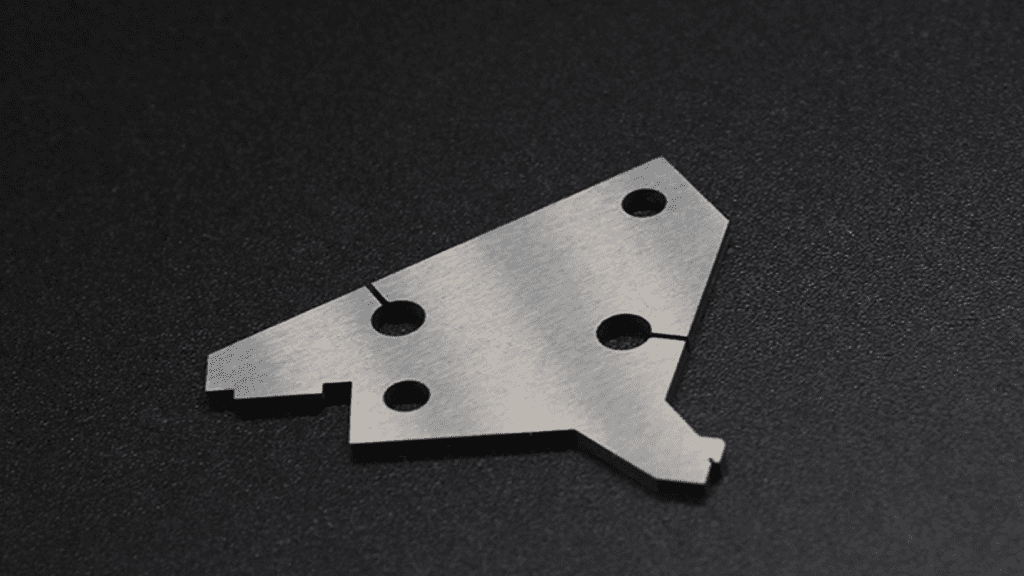
- Cutting intricate outlines and profiles
- Making parts with tight tolerances and fine details on their perimeter
- Creating tapered cuts or parts with different top and bottom profiles
Conclusion
Choose sinker EDM when your design demands sharp internal corners, deep cavities, or features in hardened materials that CNC milling cannot physically create. It's about using the right tool for the job.