
-
- What is Sheet Metal Punching?
- Advantages and Disadvantages of Sheet Metal Punching
- Different Types of Sheet Metal Punching
- What Are the Working Processes of Sheet Metal Punching?
- Machines Used for Sheet Metal Punching
- Metal types that could be punched
- Sheet Metal Punching Vs Sheet Metal Blanking
- Conclusion
- FAQ
The Ultimate Guide to Precision Sheet Metal Punching
Table of Content
Precision sheet metal punching involves creating accurate, high-quality holes and shapes in metal sheets. This process is ideal for mass-producing components with consistent precision and minimal waste.
Precision sheet metal punching is a game-changer, but without the right insights, it can feel like a maze. Do you need help understanding the details of this technique? Let’s clear up the confusion and dive into the world of precision sheet metal punching.
What is Sheet Metal Punching?

Sheet metal punching is a manufacturing process used to create holes or shapes in metal sheets or plates with the help of a punch press. In this technique, a punch—a stiff metal rod with a specific shape at one end—strikes the metal sheet placed over a die. The punch forces the metal into the die, creating a hole or shape that matches the punch. This method is quick and cost-effective for producing holes and shapes in large quantities of sheet metal.
The beauty of sheet metal punching lies in its simplicity and efficiency. It's a cold-forming process that doesn't involve heat. The absence of heat reduces energy consumption and avoids altering the metal's properties, making it highly beneficial for maintaining the strength and integrity of the parts.
Advantages and Disadvantages of Sheet Metal Punching
Advantages:
- High Precision: Sheet metal punching allows for exceptional accuracy and repeatability, making it ideal for creating intricate designs.
- Efficiency: The process is fast and suitable for high-volume production, reducing time and labor costs.
- Minimal Waste: Because punching uses the metal sheet efficiently, it generates minimal waste compared to other methods.
- Versatility: It can handle various metal types and thicknesses, adapting to different industrial needs.
Disadvantages:
- Tool Wear: Frequent punching can lead to tool wear and may require regular maintenance or replacement.
- Limited to Flat Sheets: Punching is typically restricted to flat metal sheets, which may only suit some design requirements.
- Initial Setup Costs: High-quality punching machines can be costly, making initial investments substantial.
- Design Constraints: The process may limit the complexity of shapes that can be efficiently produced.
Different Types of Sheet Metal Punching
Sheet metal punching encompasses various techniques suited to different manufacturing needs and outcomes. Here are some of the key types:
Piercing
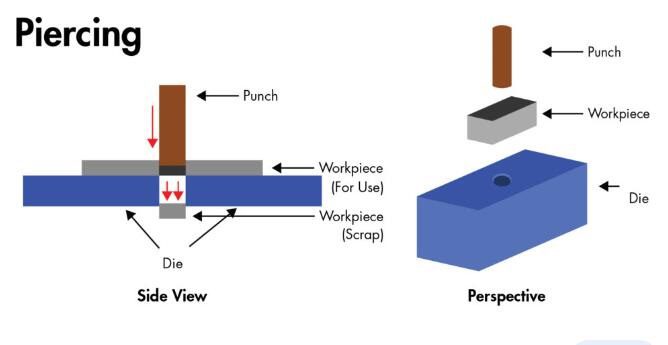
Piercing involves creating holes in a metal sheet using a punch to penetrate the material and into a die.
This process is ideal for creating simple, round holes or cutouts and is often used for applications requiring numerous holes in a sheet. The punched material is removed as scrap, leaving clean, precise holes.
Blanking
Blanking is cutting out a specific shape or part from a larger metal sheet. Unlike piercing, which creates holes, blanking produces a flat piece that matches the outline of the die.
This technique produces parts that will be further processed or assembled into more significant components.
Notching
Notching involves cutting away a section of the metal sheet along its edge. This process creates slots or grooves in the material, often for interlocking parts or fitting components together.
Notching is commonly used in the manufacture of brackets and framing.
Lancing
Lancing is similar to piercing but involves making partial cuts or slits in the metal sheet. These cuts are usually not entirely through the material but create tabs or flanges that can be bent or folded.
Lancing is often used to create tabs or attachment points in metal parts.
Embossing
Embossing involves creating raised or recessed designs on the metal surface. This process is typically used for adding decorative elements or functional features, such as ribbing for added strength or texture. The embossing process presses the metal into a die to create the desired pattern.
Coining
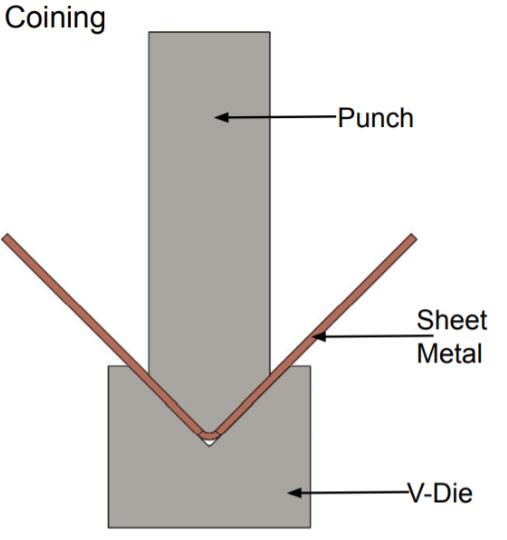
Coining is a precision punching technique where the metal is pressed into a die with significant force to produce detailed and accurate shapes.
This process is often used for high-precision applications, such as creating intricate patterns or fine features in small components.
What Are the Working Processes of Sheet Metal Punching?
The sheet metal punching process may seem straightforward, but it involves several steps to ensure precision and efficiency. Here’s how it typically unfolds:
Step 1: Material Selection
First, the appropriate metal sheet is selected based on the project requirements. This includes considerations of metal type, thickness, and properties.
Step 2: Design and Planning
Engineers and designers create detailed plans and layouts for the punching process. This includes the design of the components to be punched and the arrangement of the punches and dies.
Step 3: Setup of Punch Press
Setting up the punch press involves installing the correct punch and die set into the machine. The alignment and positioning are critical to ensure precision in the punching process.
Step 4: Programming
Programming is essential for CNC turret punches and other automated systems. This step involves entering the design specifications into the machine’s computer, which controls the movement and action of the punches.
Step 5: Sheet Placement
The metal sheet is securely fixed on the machine bed to prevent movement during the punching process.
Step 6: Punching
The machine activates, and the punch presses the metal sheet into the die, creating holes or shapes. The force and speed are controlled to maintain precision and avoid damage to the metal.
Step 7: Post-Processing
The punched parts require additional processing like deburring, cleaning, or secondary finishing to enhance appearance and functionality.
Machines Used for Sheet Metal Punching
Turret Punch Press

A turret punch press holds multiple punch and die sets in a rotating turret. This allows quick tool changes and the ability to handle complex, multi-shaped punching tasks efficiently. These presses are ideal for large-scale production runs requiring varied designs.
CNC Punch Press
CNC punch presses are highly automated and controlled by computer numerical control (CNC) systems. They offer high precision and flexibility, allowing for intricate patterns and shapes. The programmability of CNC machines reduces setup time and increases throughput for complex projects.
Single-Station Punch Press
Single-station punch presses are more uncomplicated and more straightforward than turret or CNC presses. They use one punch and die set at a time, making them suitable for projects that require uniform shapes or repetitive tasks. They are generally less expensive and easier to operate.
Progressive Die Punching Machine
These machines use a series of dies arranged in sequence to perform multiple punching and forming operations as the sheet metal passes through the press. Progressive die punching is highly efficient for the high-volume production of complex parts, integrating several processes into a single pass.
High-Speed Punch Press
Designed for rapid punching operations, high-speed punch presses operate at higher strokes per minute compared to standard machines. They are particularly beneficial in environments where time and throughput are critical factors.
Hydraulic Punch Press
Hydraulic punch presses use hydraulic mechanisms to drive the punching action, offering more power and being capable of handling thicker and more rigid materials. They provide robust performance and are preferred for heavy-duty punching tasks.
Metal types that could be punched
Sheet metal punching is versatile and can handle various types of metals. Below is a table summarizing common metal types used in punching, along with some typical grades for each:
| Metal Type | Typical Grades |
|---|---|
| Steel | - Mild Steel (A36) |
| - Carbon Steel (1018, 1045) | |
| - Stainless Steel (304, 316) | |
| Aluminum | - 1100 |
| - 2024 | |
| - 5052 | |
| - 6061 | |
| Copper | - C11000 (Electrolytic Tough Pitch) |
| - C26000 (Brass) | |
| - C46400 (Naval Brass) | |
| Brass | - C36000 (Free-Cutting Brass) |
| - C26000 (Cartridge Brass) | |
| Nickel | - Nickel 200 |
| - Nickel 201 | |
| Titanium | - Grade 1 (Commercially Pure) |
| - Grade 2 (Commercially Pure) | |
| - Grade 5 (Ti-6Al-4V) |
Sheet Metal Punching Vs Sheet Metal Blanking
![]()
Sheet metal punching and sheet metal blanking are standard fabrication processes used to cut pieces out of metal sheets, but they serve different purposes and have distinct methodologies. Understanding the differences between these two techniques is crucial for selecting the proper process for specific manufacturing needs.
Sheet Metal Punching is primarily used to create holes or cutouts in a piece of sheet metal. This process involves pressing a punch into a metal sheet laid over a die. The punch forces the metal into the die shape, creating a hole or a design in the sheet. Punching is often chosen for its precision and ability to produce complex hole patterns quickly and efficiently.
On the other hand, sheet metal blanking is a process used to cut larger pieces of metal from a larger sheet. This creates a flat piece that will be further processed in subsequent steps. Blanking involves cutting the entire contour of the part, resulting in a piece that matches the outline of the die. The main goal of blanking is to cut out parts with clean edges, preparing them for further assembly or finishing processes.
Key Differences:
1. Purpose and Outcome:
- Punching is used to make holes or internal cuts on a larger sheet.
- Blanking is used to cut out a specific part from the sheet, which becomes the product or a part of a larger assembly.
2. Waste Production:
- Punching can produce more waste, especially if the holes are numerous or significant, as the material removed becomes scrap.
- Blanking typically optimizes the layout of the cuts to minimize waste, as the primary concern is producing usable parts efficiently.
3. Tooling:
- Punching requires punches and dies that match the shape of the holes or designs being created.
- Blanking uses dies designed to cut the entire outline of the part, often requiring more robust tooling due to the size of the cuts.
4. Applications:
- Punching is commonly used where ventilation, light passage, or access through parts is necessary, such as in panels, enclosures, or brackets.
- Blanking is used in applications requiring the production of consistent, repeatable parts, such as automotive body components, appliance parts, and various forms of packaging.
Conclusion
Don't hesitate to reach out if you want to elevate your manufacturing capabilities with precision sheet metal punching. Our expertise is your gain. Contact us today to discuss how we can support your project with cutting-edge solutions tailored to your needs.
FAQ
What is the maximum thickness that can be punched?
Typically, materials up to 1/4 inch thick can be effectively punched, though some heavy-duty machines can handle thicker gauges.
Is punching suitable for high-volume production?
Yes, sheet metal punching is highly efficient for high-volume production due to its ability to produce parts with high repeatability and precision rapidly.
Can sheet metal punching create complex shapes?
Yes, complex and intricate shapes can be achieved with advanced techniques such as CNC punching and multi-tool setups. These methods allow for greater design flexibility and precision.