How Does Material Thickness Affect Your Choice Between MIG And Laser Welding?

Struggling to pick the right welding method? A bad choice wastes time and materials. Your project could be ruined by weak welds or burn-through, but there is a simple rule.
Generally, you should use MIG (Metal Inert Gas) welding for thicker materials that require strong, deep welds. For thinner, delicate metals, laser welding is better because it offers high precision with minimal heat distortion, preventing damage to the part and ensuring a clean finish.
That is the basic answer, but the details are what really matter for quality and cost. My customers, like Mark from Canada, often ask me for the specifics. He runs a business and needs to be sure he's using the most efficient process for his parts. For him, understanding the "why" builds trust in our partnership. Let's break down exactly how thickness changes the game for both MIG and laser welding, so you can make the best choice every time.
How does the thickness of the material being welded affect the choice of welding parameters in MIG welding?
Are your MIG welds inconsistent? Wrong settings lead to weak joints and endless rework. The solution is simple: match your parameters directly to the metal's thickness for perfect results.
Material thickness directly controls all MIG welding parameters. Thicker metals require higher voltage for deeper penetration and a faster wire feed speed to fill the joint. Thinner metals need lower settings to prevent burn-through. Gas flow must also be adjusted for proper shielding of the weld pool.

{kind=link}
Let’s dive deeper into this. Think of a thick piece of metal as a giant heat sink. It absorbs a lot of energy. To get a strong weld, you need to pump in enough heat to melt both the filler wire and the base metal properly. If you don't, the weld will just sit on the surface and have no strength. This is why getting the parameters right is so important for the final quality.
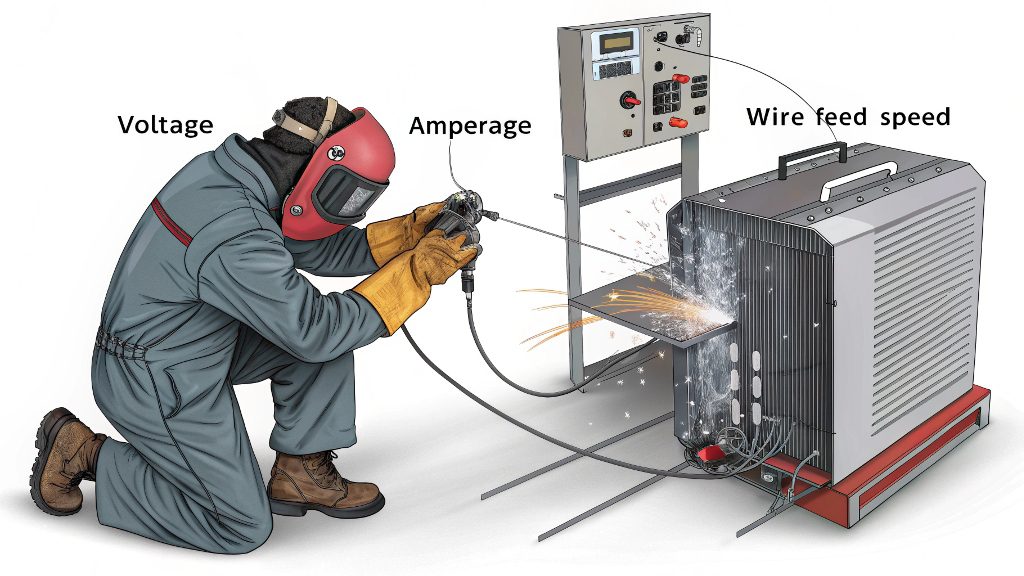
Voltage and Amperage
For thicker materials, you need more power. This means turning up the voltage and amperage on the welder. This extra power creates a hotter arc that can penetrate deep into the material, ensuring a strong fusion between the pieces. For thin material, too much power will simply blow a hole through it.
Wire Feed Speed
The wire feed speed must be balanced with the voltage. For thick metals, a faster wire feed speed is needed to supply enough filler material to fill the larger joint. If the speed is too slow, the weld bead will be thin and weak. If it’s too fast, you get a messy, unstable arc.
Gas Flow Rate
The shielding gas protects the molten weld pool from the air. A bigger weld pool, which you have with thicker materials, needs a higher gas flow rate to provide complete coverage. Improper shielding leads to porosity, which creates tiny holes in the weld and makes it weak.
| Metal Thickness (Mild Steel) | Voltage (V) | Wire Speed (IPM) |
|---|---|---|
| 1.5mm (~16 gauge) | 17-18 V | ~150 IPM |
| 3.0mm (~11 gauge) | 18-20 V | ~250 IPM |
| 6.0mm (~1/4 inch) | 21-24 V | ~350 IPM |
At Worthy, our engineers have years of experience. We take the guesswork out of this for our customers. We ensure the parameters are perfectly set for every job, which avoids the delays and quality issues that frustrate many buyers.
How does material thickness impact the speed and quality of laser welding?
Considering laser welding but worried about its limits? Slow speeds or weak joints can hurt your project timeline and budget. The secret is to balance the laser's power with the material thickness.
With laser welding, thickness is a critical factor. Thinner materials allow for very fast welding speeds with exceptional quality and minimal distortion. As thickness increases, you must use more laser power and slower speeds to achieve full penetration, which can create more heat input.

{kind=link}
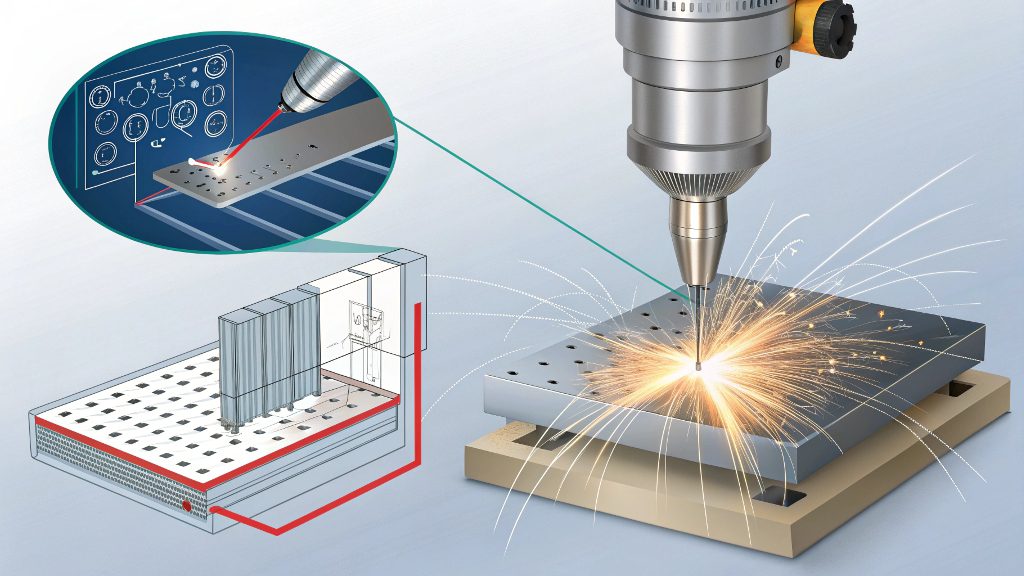
Laser welding is famous for its precision. Unlike MIG welding, it uses a highly focused beam of light to melt a very small area. This gives you amazing control, but that control is directly tied to the material's thickness. This is a point I often discuss with clients working on electronics or medical devices, where precision is everything.
The Speed vs. Power Balance
For thin sheet metal, maybe under 3mm, laser welding is incredibly fast and efficient. We can run the laser at high speed and still get a perfect, strong weld. As the material gets thicker, like our 0.250” sheets, we have to slow the process down. The laser needs more time to pump enough energy into the part to melt the metal all the way through. This trade-off between speed and thickness is a key factor in project cost.
Heat Affected Zone (HAZ)
One of the biggest benefits of laser welding is its very small Heat Affected Zone (HAZ). This is the area around the weld that gets hot but doesn't melt. A smaller HAZ means less distortion, which is critical for parts with tight tolerances. On thin materials, the HAZ is tiny. On thicker materials, because we have to use more power and move slower, the HAZ gets bigger. It's still much smaller than with MIG, but it's something we have to manage.
Maintaining Precision on Thicker Metals
For us, maintaining precision is everything. We promise tolerances as tight as +/- 0.005". When laser welding thicker materials, our engineers carefully control the power, focus, and speed to minimize heat input while ensuring full penetration. I remember a project for a robotics company that required a clean weld on a 4mm stainless steel frame. MIG would have warped the part, but our skilled laser welding a perfect result.
How thick of material can you weld with a laser welder?
Do you think laser welding is only for paper-thin metal? This belief could prevent you from using a superior process. In reality, modern laser welders are more powerful than you might imagine.
While best known for thin materials, very high-power industrial laser welders can weld materials up to 1 inch (25.4mm) thick. For most fabrication shops, laser welding is most practical and cost-effective for materials up to about 0.250" (or 6mm).

{kind=link}
This question comes up a lot. People see the precision of laser weldingnd want to use it for everything. But we have to consider what is practical and cost-effective. The answer depends on the machine and the application.
Standard vs. High-Power Lasers
The laser welders you find in most sheet metal fabrication shops, including ours, are perfect for the work we do every day. They handle materials from very thin foils up to our standard maximum sheet thickness of 0.250”. There are also extremely high-power laser systems, often used in aerospace or heavy industry, that can handle much thicker plates. However, these machines are very specialized and expensive.
Single-Pass vs. Multi-Pass
For materials within our typical range, we can usually create a strong weld in a single, fast pass. When you get into very thick materials, you might need multiple passes to fill the joint, similar to MIG welding. This adds significant time and cost to the process, which often makes another welding method a better choice.
The Cost-Benefit Analysis
This is where we help our customers the most. At Worthy, we help you improve your design and save costs. If a customer sends me a design for a 10mm thick part that calls for a laser weld, I'll call them. I'll ask about the application. Is precision the most important factor, or is it strength? If strength is the goal, MIG welding is likely a much more affordable and equally effective solution. By having this conversation, we can often save the customer thousands of dollars and deliver a part that performs perfectly for its purpose.
Why is knowing the metal thickness so important in MIG welding?
Do you treat all MIG welding jobs the same? Ignoring metal thickness can lead to catastrophic weld failures. Understanding its importance is the foundation of creating strong, reliable parts.
Knowing the metal thickness is critical in MIG welding for three main reasons. It determines the heat needed for proper penetration, the amount of filler wire required for a strong joint, and the technique needed to ensure the weld is structurally sound and free of defects.

{kind=link}
For any project, especially industrial or automotive parts, the weld is often the most critical point. A failed weld can have serious consequences. That is why metal thickness is not a minor detail; it is the starting point for every single welding job we do. When Mark in Canada orders parts from us, he needs to know they are safe and reliable.
Ensuring Structural Integrity
The primary goal of a weld is to make two pieces of metal act as one. To do this, the weld must penetrate deep into the base material. The thickness of the material dictates how much heat and filler metal are needed to achieve this full fusion. A weld that looks good on the surface but has poor penetration is a hidden failure waiting to happen. For thicker materials, we might also need to prepare the joint by grinding a bevel, creating a 'V' shape to allow the weld to penetrate all the way through.
Preventing Common Weld Defects
Almost all common MIG welding defects are related to incorrect settings for a given material thickness. If your settings are too hot for thin metal, you will get burn-through. If they are too cold for thick metal, you will get a "cold lap," where the weld doesn't fuse properly with the base metal. Knowing the thickness allows our operators to dial in the settings perfectly to avoid these problems and produce a clean, strong weld.
Controlling Costs and Time
Getting the weld right the first time saves money. It saves on wasted wire, gas, and labor hours spent grinding out bad welds and redoing them. For my customers who buy in volume, this efficiency is key to their profitability. Our commitment to 100% inspection ensures that every part that leaves our facility has a weld that is done right, matched perfectly to the material's thickness.
Conclusion
For precision on thin metals, choose laser welding. For strength on thick metals, use MIG. This simple rule ensures project quality and saves you from costly errors.