Everything You Need to Know about Quenching and Tempering process in Heat Treating Process

Getting inconsistent hardness in your metal parts can cause costly failures. This often stems from improper heat treatment, but mastering quenching and tempering ensures reliable strength and durability every time.
Quenching and tempering is a two-step heat treatment process. First, quenching involves heating a metal and then rapidly cooling it to increase its hardness. Second, tempering reheats the hardened metal to a lower temperature to reduce brittleness, increase toughness, and relieve internal stresses
The basic idea of heating, cooling, and reheating sounds simple. However, achieving the perfect balance of hardness and toughness is a precise science. Every detail, from the cleanliness of the part to the exact temperature and timing, plays a critical role in the final outcome. Any small mistake can lead to warped parts, cracks, or components that fail under stress. Let's break down the process step-by-step so you can understand what it takes to get it right.

(一) What Shoud We Do in the Preparation Stage?
(1) Device
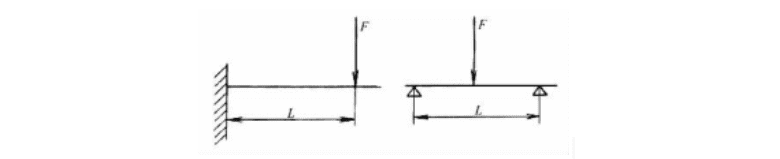
Figure 3-7-1 Torque calculation
Dangerous section M = FL dangerous section M
1) Check whether the equipment and instrument are normal. For the high temperature furnace used for high speed steel quenching and heating, the temperature should be measured and checked, and the accuracy should be verified with metallographic samples.
2) The salt bath furnace in use shall undergo deoxidation and slag removal. Refer to Table 3-7-12 for specifications.
Table 3-7-12 Specifications for Slag Removal in Salt Bath Furnace Deoxidation
| Deoxidizer types | Mass fraction of added quantity (%) | Deoxylation method | Deoxylation count | Oxide mass fraction (%) | ||
| high temperature | mesotherm | high temperature | mesotherm | |||
| Special deoxidizer | 5 | Heat the high-temperature furnace to 1300℃ and the medium-temperature furnace to 850℃. Add the deoxidizer, stir, and maintain the temperature for 10-15 minutes. Remove the slag and use immediately. | High-temperature furnace operates for 4 hours per cycle, while medium-temperature furnace operates for 8 hours per cycle. | Bao ≤0 .4Feo ≤0 .5 | Bao ≤0 .5 | |
Tio2 + sio2 | 0 .6 + 0 . 3 | 0 .2 + 0 . 1 | ||||
| borax | 2~4 | |||||
Work holding fixtures
1) Select appropriate fixtures according to the process regulations.
2) The work fixture of the salt bath furnace should be cleaned and dried before use to avoid the explosion of salt liquid.
(3) Parts
1) Check whether there are defects such as impact, crack and rust spot on the surface of parts.
2) Confirm the technical requirements of the quenching part, hardness, deformation, etc., and check whether the shape, material and processing state of the part are consistent with the drawing and process documents.
3) Protective measures should be taken in the parts of the parts that are easy to crack, such as sharp corners, sharp edges, holes, etc., such as wrapping iron sheet, asbestos rope, blocking screws, etc.
4) For parts that must be protected from oxidation and decarburization, apply a saturated borax solution or graphite oil (10% graphite powder + 90% full-loss system oil by mass fraction) to the surface during air furnace heating. Alternatively, use pig iron filings with 5% charcoal as packing material for box sealing.
(二) What Is The Process Specifications?
(1) Heating temperature
1) The quenching heating temperature is primarily determined by factors such as the steel's critical point and dimensional specifications
2) The tempering heating temperature is selected reasonably according to the steel, mechanical properties and hardness requirements of the parts.
3) The quenching and tempering temperature and hardness of common steel are shown in Table 3-7-13.
Table 3-7-13 Common steel quenching and tempering temperature and hardness
| grade of steel | hardening temperature /℃ | coolant | surface hardness HRc | Maximum diameter in mm for hardness value | temperature /℃ | remarks |
| 15 (carburizing) | 780 ~ 800 | saline water | 58 ~ 63 | ≤80 | 160 ~ 200 | |
| 35 | 830 ~ 850 | saline water | 30 ~ 40 | ≤50 | 380 ~ 440 | |
45 | 810 ~ 830 | saline water | 30 ~ 40 | ≤80 | 400 ~ 450 | |
| 810 ~ 830 | Saltwater → Oil | 42 ~ 47 | ≤50 | 350 ~ 380 | ||
| 800 ~ 830 | Saltwater → Oil | 48 ~ 53 | ≤30 | 240 ~ 280 | ||
20cr (carburized) | 800 ~ 850 | oil | 58 ~ 63 | ≤50 | 180 ~ 200 | |
| 780 ~ 800 | Saltwater → Oil | 58 ~ 63 | 180 ~ 200 | For parts with simple shapes and large cross-sections | ||
| 20crMnTi | 820 ~ 860 | oil | 58 ~ 63 | ≤80 | 180 ~ 200 | gasification |
| 20Mn2B | 810 ~ 840 | oil | 58 ~ 63 | ≤50 | 180 ~ 200 | |
| 20MnvB | 810 ~ 830 | oil | 58 ~ 63 | 180 ~ 200 | ||
| 12crNi3 | 780 ~ 800 | oil | 58 ~ 63 | 180 ~ 200 | ||
40cr | 830 ~ 860 | oil | 42 ~ 47 | ≤50 | 360 ~ 400 | |
| 830 ~ 860 | Oil | 48 ~ 53 | ≤30 | 280 ~ 320 | ||
| 830 ~ 860 | oil | 52 ~ 57 | ≤25 | 180 ~ 200 | ||
42siMn | 840 ~ 860 | oil | 42 ~ 47 | ≤50 | 370 ~ 390 | |
| 840 ~ 860 | oil | 48 ~ 53 | ≤30 | 280 ~ 320 | ||
| 840 ~ 860 | oil | 52 ~ 57 | ≤25 | 180 ~ 200 | ||
45MnB | 830 ~ 850 | oil | 42 ~ 47 | ≤50 | 350 ~ 400 | |
| 830 ~ 850 | oil | 48 ~ 53 | ≤30 | 280 ~ 320 | ||
| 840 ~ 860 | oil | 52 ~ 57 | ≤25 | 180 ~ 200 | ||
40MnvB | 830 ~ 850 | oil | 42 ~ 47 | ≤50 | 350 ~ 400 | |
| 830 ~ 850 | oil | 48 ~ 53 | ≤30 | 280 ~ 320 | ||
| 830 ~ 850 | oil | 52 ~ 57 | ≤25 | 180 ~ 200 | ||
| 35crMo | 850 ~ 870 | oil | 48 ~ 53 | 200 ~ 220 | Commonly used for gears and spindles | |
| 35crMnsiA | 880 ~ 900 | oil | 48 ~ 53 | 180 ~ 200 | principal axis | |
65Mn | 800 ~ 830 | oil | 42 ~ 47 | ≤35 | 380 ~ 420 | Air or oil cooled after tempering |
| 800 ~ 830 | oil | 45 ~ 50 | ≤25 | 320 ~ 380 | ||
| 800 ~ 830 | oil | 50 ~ 55 | ≤20 | 260 ~ 300 | ||
| 800 ~ 830 | oil | 56 ~ 60 | ≤15 | 200 ~ 220 | ||
| 60si2MnA | 850 ~ 880 | oil | 42 ~ 47 | 430 ~ 470 | ||
| 850 ~ 880 | oil | 45 ~ 50 | 400 ~ 430 | |||
| 50cVA | 840 ~ 860 | oil | 42 ~ 47 | ≤50 | 400 ~ 450 | |
| 50cVA | 840 ~ 860 | oil | 45 ~ 50 | ≤30 | 370 ~ 420 | |
| 55siMnMoVNb | 860 ~ 880 | oil | 45 ~ 52 | 440 ~ 460 | ||
| Gcr15 | 830 ~ 850 | oil | ≥60 | ≤50 | 160 ~ 200 | |
| Gcr15siMn | 820 ~ 840 | oil | ≥60 | 160 ~ 200 | ||
| T8(T8A) | 780 ~ 800 | Saltwater → Oil | ≥59 | ≤50 | 160 ~ 200 | |
| T10(T10A) | 770 ~ 790 | Saltwater → Oil | ≥61 | 160 ~ 200 | ||
| T12(T12A) | 770 ~ 790 | Saltwater → Oil | ≥61 | 160 ~ 200 | ||
| 9Mn2V | 790 ~ 820 | oil | 56 ~ 61 | ≤50 | 230 ~ 280 | |
| 9cr2Mo | 810 ~ 850 | oil | ≥61 | 130 ~ 170 | ||
| 9sicr | 850 ~ 870 | oil | ≥59 | 160 ~ 200 | ||
| crMn | 840 ~ 860 | oil | 56 ~ 61 | ≤40 | 240 ~ 300 | |
| 840 ~ 860 | oil | ≥61 | ≤30 | 160 ~ 200 | ||
| crWMn | 830 ~ 850 | oil | 56 ~ 61 | ≤ 100 | 260 ~ 320 | |
| 830 ~ 850 | oil | ≥61 | ≤40 | 160 ~ 200 | ||
| cr12 | 980 ~ 1030 | oil | 45 ~ 55 | 520 ~ 560 | ||
| cr12Mo | 980 ~ 1030 | oil | 45 ~ 55 | 520 ~ 560 | ||
| W18cr4V | 1260 ~ 1280 | oil | ≥63 | 550 ~ 570 | Retreat three times | |
| W6Mo5cr4V2 | 1210 ~ 1245 | oil | ≥63 | 540 ~ 560 | ||
| W12cr4V4Mo | 1240 ~ 1265 | oil | ≥64 | 550 ~ 570 | ||
| W6Mo5cr4V2A1 | 1210 ~ 1240 | oil | ≥65 | 540 ~ 560 | ||
| 3cr13 | 980 ~ 1050 | oil | 45 ~ 50 | 360 ~ 400 | ||
| 4cr13 | 980 ~ 1050 | oil | 50 ~ 55 | 200 ~ 220 | ||
| Carbon spring steel wire I, "group" | 230 ~ 260 | Cold roll and anneal | ||||
| ZG45 | 830 ~ 850 | Water → Oil | 42 ~ 47 | 320 ~ 360 | ||
| ZG55 | 790 ~ 810 | Water → Oil | 48 ~ 53 | 260 ~ 300 |
(2) Quenching and holding time
The quenching and holding time is calculated according to the following formula according to the specific conditions of the material, effective thickness, heating medium, furnace loading method, and protective amount of the part:
T = KαD
where T is the insulation time (min);
K—Furnace loading coefficient (typically 1 to 1.5);
α — Thermal insulation coefficient (min/mm);
D — Effective thickness of the part (mm)
The selection of insulation coefficient α is shown in Table 3-7-14.
(3) Effective thickness
Table 3-7-14 Selection of insulation coefficient
| Equipment and furnace temperature | Heat insulation coefficient α/(min/mm) | ||
| carbon steel | alloy steel | high-alloy steel | |
| 500 ~ 650℃Box electric furnace or salt bath furnace bath preheating | 1.5 to 2.0 (box furnace) 0.8 to 1.0 (salt bath furnace) | ||
| 770 ~ 880℃Salt bath furnace heating or preheating | 0 .25 ~ 0 . 35 | 0 .4 ~ 0 .5 | 0 . 3 ~ 0 .4 |
| 770 ~ 900℃Box or well furnace heating | 1 .0 ~ 1 .2 | 1 .2 ~ 1 .5 | |
| 980 ~ 1100℃High temperature salt bath furnace heating | 0 .25 ~ 0 . 35 | ||
| 1200 ~ 1300℃High temperature salt bath furnace heating | 0 . 15 ~ 0 .25 | ||
Note: 1. When loading the furnace at 500-650℃, there is a preheating process before rising to 770-900℃. The heating coefficient of the electric furnace is: carbon steel 0.8-1.0 min/mm; alloy steel 1.0-1.2 min/mm.
2. The heat preservation time of gas furnace is shortened by 30% ~ 50% compared with that of electric furnace.
3. If the furnace temperature drops a lot after loading the salt bath furnace, the heat preservation time should be calculated when the furnace temperature reaches the specified temperature again, but it should be appropriately shortened.
4. The box furnace can be preheated at a low limit temperature, and the salt furnace can be preheated at a high limit temperature.
1) For cylindrical parts, the diameter is the effective thickness.
2) The effective thickness of a flat part is its cross-sectional thickness.
3) The solid cone has an effective thickness equal to the diameter at one-third of its height from the larger end.
4) For components with a height-to-wall-thickness ratio of 1.5:1 or less, the height shall be considered the effective thickness. When the ratio exceeds 1.5:1, the effective thickness shall be 1.5 times the wall thickness. If the outer diameter-to-inner diameter ratio is greater than 7 and the inner diameter is less than 50mm, the outer diameter shall be regarded as the effective thickness.
5) For parts with stepped shaft or sudden change in section size, the effective thickness is the larger diameter or thicker section, but the lower limit of heating coefficient is selected. If the section size differs too much, the average value of diameter or section can be taken as the effective thickness.
6) When the shape of the part is more complex, the main part of the part is taken as the effective thickness.
7) The effective thickness of the sphere is the diameter of the sphere multiplied by 0.6.
(4) The selection of tempering holding time
Table 3-7-15 Selection of tempering holding time
| effective thickness /mm | ≤20 | 21 ~ 40 | 41 ~ 60 | 61 ~ 80 | 81 ~ 100 | 101 ~ 120 | |
| soaking time /min | air furnace | 40 ~ 60 | 60 ~ 90 | 90 ~ 120 | 120 ~ 150 | 150 ~ 180 | 180 ~ 210 |
| salt bath furn | 15 ~ 25 | 25 ~ 35 | 35 ~ 50 | 50 ~ 65 | 65 ~ 80 | 80 ~ 95 | |
Carbon steel components and alloy steel parts with simple shapes and large cross-sections are typically quenched using water-quenching and oil-cooling. The water quenching duration is determined by the effective cross-sectional area (approximately ___) seconds per millimeter, with a transition period from water to oil not exceeding 1-2 seconds. For complex-shaped parts, staged or isothermal quenching is employed.
2) When using graded quenching, the graded cooling time is generally the same or slightly shorter than the insulation time.
3) The isothermal quenching time is generally 0.8 ~ 3h.
(5)Quenching coolant

The coolant must possess sufficient cooling capacity, excellent performance, and broad applicability. It should also demonstrate characteristics such as resistance to degradation, non-corrosive to components, non-flammability, easy cleaning, non-toxic, and cost-effectiveness. Common types of coolants are listed in Table 3-7-16.
Table 3-7-16 Common coolant properties and uses
| Coolant (mass fraction) | end-use temperature /℃ | Performance and Usage |
| water | 15 ~ 35 | For spray cooling or parts where hardness is not critical |
| 5% to 10% NaCl solution | 10 ~ 45 | At 20℃, the density ranges from 1.03 to 1.07 g/cm³, demonstrating strong cooling capacity and uniform quenching hardness. |
| 3% to 5% Na2CO2 aqueous solution | 10 ~ 60 | The cooling capacity is milder than salt water |
| 30% to 50% NaOH solution | 20 ~ 100 | Can reduce deformation and cracking |
| 0. 2% ~ 1. 0%Polyvinyl alcohol synthesis quenching solution | ~ | Primarily used for spray cooling |
| 30% NaNO3 + 20%NaNO2 + 50% water | ≤ 100 | Density 1.44 ~ 1.46g/cm3 reduces deformation and cracking |
| 25% NaNO3 + 20% NaNO2+ 20% KO3 + 35% water | 10 ~ 70 | Better cooling than oil |
| 80 % KOH+ 15 % NaNO2+ 3% to 6% water | 150 ~ 180 | Hardness is uniform and deformation is small |
| 50 % KNO3 + 50 % NaNO2 | 160 ~ 500 | Suitable for graded isothermal quenching |
| L-AN10, L-AN20 full-loss system oil | 20 ~ 80 | Flash point 165℃ and 170℃, alloy steel cooling for |
(6) For tempering
Carbon steel and alloy steel are typically air-cooled. Alloy steel with temper brittleness requires oil or water cooling. Components tempered in nitrate furnaces should be cooled in water.
(7) Cold treatment
After quenching or quenching and tempering, the parts are placed in a refrigeration device or dry ice alcohol solution at-40 to-80℃ for 1 to 1.5 hours, then air-cooled to room temperature. Immediate tempering is required after cold treatment.
(三) Which Heating Equipment Will be Used?
(1) The quenching heating equipment shall have uniform furnace temperature, accurate temperature control, safe and convenient operation and other performance.
1) The furnace temperature in the uniform temperature zone of the heating furnace should be adjusted and controlled within the range of Table 3-7-17.
2) The heating furnace of gas-fired gas is not allowed to contact the parts directly with the flame.
3) The salt bath furnace should undergo periodic deoxidation treatment, with the oxide content in the salt bath being analyzed. The commonly used quenching and tempering salt bath composition is shown in the table.
4) Protection atmosphere The furnace atmosphere should be adjusted and controlled according to the process requirements.
(2) Quenching and cooling equipment should be able to meet the requirements of various parts of cooling speed, and make the cooling uniform.
Table 3-7-17 Heating furnace type and furnace temperature deviation
| device type | Temperature deviation/℃ | = | device type | Temperature deviation/℃ |
| Medium temperature box resistance furnace | ± 10 ~ 15 | = | Gas-fired tank furnace | ± 10 ~ 15 |
| Medium temperature well resistance furnace | ± 10 ~ 15 | = | Gas-fired well furnace | ± 10 ~ 20 |
| High temperature box resistance furnace | ± 10 | = | Gas-fired trolley furnace | ± 15 ~ 20 |
| High temperature well resistance furnace | ± 10 | = | immersed electrode salt bath furnace | ± 5 ~ 10 |
| Truck-mounted resistance furnace | ± 15 ~ 20 | = | special atmosphere oven | ± 10 ~ 15 |
Table 3-7-18 Common composition and application of quenching and tempering salt bath
| Salt bath composition (mass fraction) | melting point /℃ | end-use temperature /℃ | use | remarks |
| Bac1278 %、Nac122 % | 640 | 675 ~ 900 | Quenching heating of carbon steel and alloy steel, preheating of high alloy steel | The composition of salt shall conform to the technical standards of the state and the Ministry of Light Industry |
44 % Nac1、56 % Kc1 | 663 | 700 ~ 900 | ||
| Bac1266 %、Kc134 % | 657 | 700 ~ 950 | ||
| Bac12100 % | 960 | 1000 ~ 1350 | High alloy steel quenching heating | |
| NaNO3100 % | 317 | 340 ~ 560 | tempering | |
NaNO350 %,KNO350 % 218 | 218 | 280 ~ 560 |
1) The water or aqueous solution in the salt tank should not contain impurities that are harmful to the parts, and the composition of the aqueous solution should be effectively controlled.
2) The cooling oil in the oil tank should not be easy to age and not corrode parts.
3) The salt bath cooling tank shall maintain temperature control within ±(10~20)℃ during staged or isothermal cooling.
4) The mechanical components of the pressurized spray quenching cooling system should ensure easy operation, precise actions, and high repeatability. The spray agent pressure and pressurization level should be adjustable and controllable.
5) All kinds of cooling tanks should be equipped with stirring devices to ensure uniform cooling.
6) The cooling tank used in batch production should be used with the cooler to form a circulating cooling system.
(3) Tempering equipment.
Common types of tempering equipment include low-temperature well-type electric furnaces, nitrate furnaces, and hot oil tanks. The deviation range of furnace temperature uniformity for tempering equipment is shown in Table 3-7-19.
Table 3-7-19 Types of Reheat Equipment and Furnace Temperature Deviation
| device type | Temperature deviation/℃ | remarks |
| Low temperature well electric furnace | ± 15 | The furnace should have a fan device |
| Nitrate furnace | ± 10 | No corrosion or other harmful effects on the workpiece |
| oil bath furnace | ± 10 | Select cylinder oil with different viscosity according to the operating temperature |
(4) Equipment temperature control device
1) The temperature control system for equipment shall comprise thermocouples (or radiation pyrometers), compensating cables, indicating and recording instruments, and control cabinets. For quenching and tempering heating equipment, a thyristor-based automatic temperature control system or an electronic potentiometer-controlled temperature instrument shall be employed. The temperature control accuracy of the system must comply with Table 3-7-20.
Table 3-7-20 Temperature control device and deviation
| Given temperature t | Total temperature deviation | = | Given temperature t | Total temperature deviation |
| t ≤400℃ | ± 4℃ | = | t > 400℃ | ± t/100 |
2) Thermocouples are generally divided into high temperature, medium temperature and low temperature, and their application range is shown in Table 3-7-21.
Table 3-7-21 Thermocouple names and applications
| Thermocouple name | temperature range /℃ | tolerance /℃ | Common temperature zone |
| Platinum铑—platinum | ≤600> 600 | ± 2 .4Measurement temperature ± 0.75% | high temperature |
| Nickel chromium—nickel aluminum | ≤400> 400 | ± 4Measurement temperature ± 0.75% | mesotherm |
| Nickel chromium—copper test | ≤400> 400 | ± 4Measure temperature ± 1% | low temperature |
3) Compensation wires should be used according to the different colors of positive and negative poles according to different models of thermocouples.
4) Indicating recording instruments are generally selected with 0.5 class accuracy electronic potentiometers, and 1 class accuracy instruments can be selected for low-temperature furnaces.
(5) Control cabinet In quenching and tempering equipment, two-bit (on-off) control cabinet is usually used. When the control temperature accuracy is high, such as high and medium temperature salt bath furnace, thyristor control cabinet should be selected to meet the process requirements.
(四) Operation method and precautions
(1) Furnace loading
1) Parts should be evenly arranged in the effective heating zone of the furnace. In a box furnace, heating is usually arranged in a single layer, leaving an appropriate gap between the workpieces. Small parts can be stacked appropriately, but the insulation time should be increased appropriately.
2) Long and thin parts should be heated vertically in the well furnace or salt furnace as far as possible.
3) For parts heated in the same furnace, the cross-sectional dimensions should not differ too much. Large cross-sectional parts should be placed in the furnace to allow small parts to be removed first. The heating time of large and small parts should be calculated separately.
4) Allow different materials but the same heating temperature of parts to be heated in the same furnace.
5) Carbon steel and low alloy steel parts with small and medium section can be directly loaded into the furnace with the same or higher quenching temperature of 0 ~ 30℃ for heating.
6) High alloy steel and cast steel parts with complex shapes and small and medium cross sections should be loaded into the furnace at (550 ~ 650) ℃ and preheated and insulated before heating.
7) High alloy steel parts should be preheated once or twice before heating and quenching.
(2) Purify fire operation
1) For parts produced in batches, 1 ~ 2 pieces should be quenched first, and then continue to be processed after passing the inspection. During the processing, sampling should be done regularly to avoid the production of batches of waste products.
2) The change of furnace temperature and heating speed should be observed at any time during the heating process of parts, especially in gas heating furnaces with manual temperature control.
3) The parts with large section are heated in the general electric furnace or gas furnace. After leaving the furnace, the oxide scale or protective coating should be removed in time, and then quenching and cooling should be carried out.
4) Different types of parts in the quenching and cooling process should follow the following principles:
Shaft, sleeve and ring parts should be quenched into the coolant perpendicular to the axis direction, and move up and down appropriately in the coolant;
The gasket parts should be vertically quenched into the coolant radially;
For long board parts, it is better to choose transverse side immersion into coolant;
For parts with blind holes and concave surfaces, the blind holes and concave surfaces enter the coolant upward. When quenched with water and oil, the water in the hole should be poured out and then oil should be used for cooling;
For parts with a large difference in thickness of cross section, the part with large cross section should enter the coolant first;
The part with a single-sided long groove should have the groove opening upward and one end inclined at 45 degrees. The quenching medium is injected.
5) For parts prone to breakage during cold straightening, remove them from the coolant when cooled to 150-250°C, straighten them while hot, and then air-cool them to room temperature.
6) After quenching, it should be tempered in time. Generally, the interval between quenching and tempering of parts should not exceed 4 ~ 8h. Large or complex parts should be tempered immediately.
7) Repaired parts should undergo high-temperature tempering or normalizing before heavy quenching. Alloy tool steel and high-speed steel components require annealing treatment. Protective measures must be implemented during processing to prevent surface oxidation and decarburization.
8) Parts cooled with salt water or alkali solution should be cleaned immediately after cooling to avoid corrosion by salt bath.
(3) Tempering operation
1) The oil and residue of the parts must be cleaned before the backfire.
2) When loading and unloading parts into the basket, handle them gently to avoid damage. Do not stack long and slender parts; place them vertically or hang them.
3) Parts with the risk of quench cracking should be installed in the furnace for tempering when cooled to 50 ~ 80℃.
4) When tempered in the bath furnace, the distance between the parts and the liquid surface should be more than 30mm.
5) For parts that need to be tempered several times, each tempering should be cooled to room temperature.
6) The nitrate bath should be replenished with 2% sodium hydroxide every week to reduce oxidation.
(4) Causes and solutions of common defects
Table 3-7-22 Common defects causes and solutions
| Feature defect | Cause | resolvent |
Low surface hardness or soft spots | Low heating temperature, short heat preservation time; slow or uneven cooling speed; premature removal from cooling medium; surface or local decarburization; high tempering temperature; poor original structure | Check the temperature gauge; execute the process correctly; adjust or stir the cooling medium; strictly inspect raw materials and improve preheating treatment; apply protective heating and perform salt bath deoxidation on schedule |
| Martensitic structure is coarse | The heating temperature is too high; the original grain size is too large | Strict temperature control; preheating |
Deformation and Cracking | The raw material is not uniform and has metallurgical defects;High heating temperature; too fast or uneven cooling; complex structure and shape of parts; no normalizing or annealing treatment before secondary quenching; no timely tempering | Strengthen raw material inspection to improve material quality; master the correct process, select appropriate cooling medium or adopt double liquid, graded and other isothermal quenching methods with low tendency to crack |
| The surface quality is poor and pitting corrosion spots are present | The content of impurities such as sulfate and oxygen in the salt bath is too high | Deoxygenate promptly or heat under a protective atmosphere |
(五) Process equipment and operating methods of auxiliary processes
(1) School Direct Process
1) There are several commonly used straightening methods:
Cold press straightening: This process corrects deformation by pressing the convex parts of bent components at room temperature. It is suitable for carbon steel and alloy structural steel.
Hot-press straightening: This method applies heat pressure to parts that have been quenched to approximately 200°C or reheated after quenching. It is suitable for high-hardness components such as carbon tool steel and alloy tool steel.
Hot-spot straightening is a correction method that uses oxygen-acetylene flame for localized heating followed by rapid cooling. It is suitable for high-hardness, complex-shaped, or easily breakable parts. The hot-spot area retains a soft spot.
Hamming correction: This method applies hammering to the recessed areas of components to induce plastic deformation, redistributing stress for precise alignment. It is particularly effective for high-hardness, thin-profile, or complex-shaped parts.
Pressure quenching and straightening: This process involves clamping and applying pressure, followed by correction during quenching. It is suitable for thin plate and sheet components such as friction pads and disc springs.
Important and high-precision parts should be tempered or time treated after straightening to remove residual stress.
3) For equipment calibration: Small components can be processed using manual screw presses, while larger parts require hydraulic calibrators with capacities ranging from 2.5 × 10⁴ N (2.5t) to 16 × 10⁵ N (160t) or 5MN (500t). These hydraulic calibrators must provide precise pressure control, user-friendly operation, and ensure safe, reliable performance.
4) Straightening operation: Before straightening, clean the part surface and the center holes at both ends to facilitate measurement.
To prevent damage to parts, copper plates should be placed at the pivot and pressure points.
During cold and hot straightening, pressure should be applied to the convex point of the bent part. Generally, repeated pressure is required to straighten the part.
Hot spot straightening should be performed on non-critical parts, with controlled hot spot temperature and minimized soft spot area. Post-hot spot emergency cooling enhances straightening effectiveness. This method is not recommended for critical components.
When the hammering method is used to straighten the part, the part should be tempered first. The hammering should move from the concave point to the two opposite directions in a regular way. The force should be uniform and not too large to prevent the part from hitting the surface of the concave mark.
Thin sheet parts with flatness requirements must be thoroughly cleaned after quenching. After clamping and flattening, they undergo tempering for straightening. The fixture can only be removed after the part cools to room temperature following the tempering process.
The effect of straightening is very good by using the residual heat of the part after quenching.
(2) Cleaning process
1) All quenched components must undergo cleaning to prevent surface corrosion. The standard cleaning solution consists of 10% Na2CO3 or 10% NaOH in water, with a density of 1.04 g/cm³. The process is conducted at 80–100°C for 20–30 minutes. After cleaning, the components must be rinsed with water at 80–100°C to remove the alkaline solution.
The cleaning equipment should be able to clean each part in the specified time. When small parts are produced in batches, it is advisable to use different specifications of cleaning machines. The cleaning tank is only suitable for single piece small batch production.
3) Cleaning operation: Ensure the temperature and time of cleaning solution. When cleaning in a tank, compressed air or stirrer should be added to improve the cleaning effect. The floating slag on the surface of the tank and the sediment at the bottom of the tank should be filtered or removed regularly, and the cleaning solution should be replaced regularly.
Sandblasting
1) The cleaned parts should undergo sandblasting to remove rust and oxide scale. The sand used for sandblasting should have a particle size of 20-40 mesh or 0.5-1.0mm, and the compressed air pressure should be maintained at (2-6)×10⁵ Pa.
2) The sandblasting equipment must be equipped with an effective dust removal device.
3) When sandblasting, the nozzle and the part should be at an oblique angle. The nozzle or the part should be moved or rotated so that the surface of the part can be evenly sprayed into silver gray, but it should avoid too long spraying time or too much pressure to damage the part.
4) For parts with high precision and low hardness, low air pressure should be used during sandblasting, and the distance between the nozzle and the part should be appropriately increased to ensure quality. Protective measures such as wrapping should be taken in advance for parts that are not allowed to be sandblasted.
(4) Anti-rust process
1) The rust preventive solution consists of 1% to 2% Na2CO3 and 10% to 15% NaNO2 dissolved in water, with a density of 1.04 to 1.06 g/cm³. It is suitable for use at 60 to 80°C (or ambient temperature) for 3 to 10 minutes.
2) After sandblasting, the parts will be immersed in the anti-rust solution for anti-rust treatment. The anti-rust solution should be kept clean frequently, and the composition should be supplemented or replaced regularly.
Conclusion
Quenching and tempering is a vital process that transforms brittle metal into strong, tough components. With careful preparation, precise control, and thorough testing, we ensure every part meets your exact specifications.