Advantages Of Sinker EDM

Struggling with complex shapes in hardened metals for your tools and dies? Traditional machining can be limiting and costly. Sinker EDM provides a precise and effective manufacturing solution.
The key advantages of sinker EDM for tool and die making are its ability to machine extremely hard materials, create complex geometries with sharp internal corners, and produce fine, burr-free surface finishes. It achieves this without mechanical stress, preserving the integrity of the finished part.
Those are the main benefits in a nutshell. But if you’re like our client Mark from Canada, you know the details are what really matter for quality and cost. You want to understand how this process works and why it's so different from other methods. Let's break it down further so you can see if it’s the right fit for your next project.
What are the advantages of die sinking EDM?
Creating intricate molds and dies with sharp internal corners is tough. Conventional machining can't reach these tight spots, leading to compromises in your design and performance. Die sinking EDM excels here.
Die sinking EDM machines very hard materials regardless of their hardness. It creates complex shapes, sharp internal corners, and deep cavities with high precision. It also produces excellent surface finishes without putting stress on the part.
The power of die sinking EDM comes from its unique process. Based on my experience helping customers improve their designs, the advantages really come down to how the material is removed. The process uses a shaped electrode and electrical discharges to erode metal. It doesn't rely on physical force at all.
Machining Without Hardness Limits
Since the electrode never touches the workpiece, the material's hardness doesn't matter. The process works by creating a high-temperature spark—over 10,000°C—that melts a tiny bit of the material. This allows us to work directly on hardened tool steels or exotic alloys, skipping any pre-machining and post-hardening steps. This saves a lot of time and prevents the part from warping.
Complex Shapes and Sharp Corners
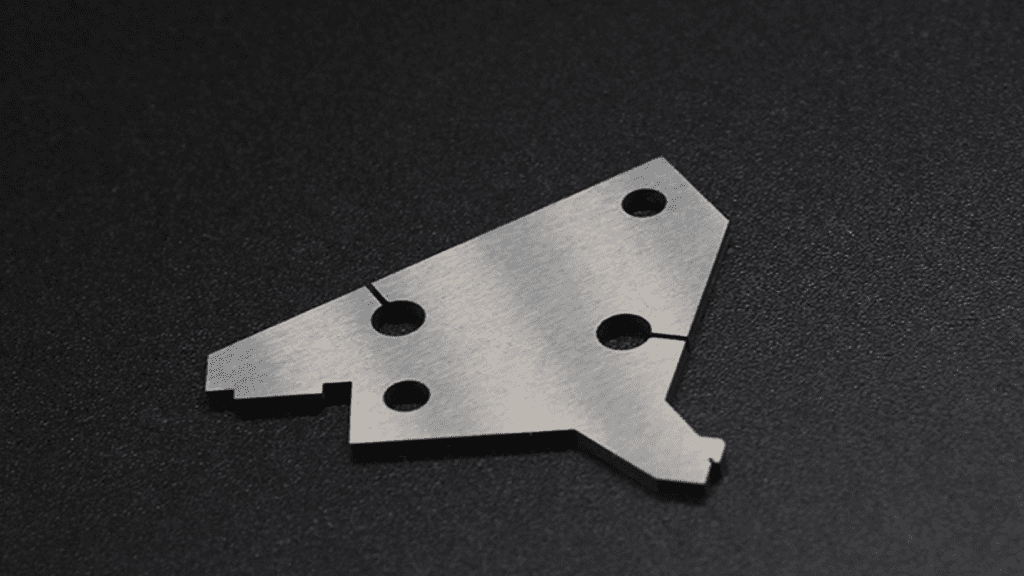
This is where sinker EDM really shines for tool and die making. A traditional milling tool is round, so it can't create a sharp internal corner. But with sinker EDM, we can make the electrode in the exact negative shape of the cavity we need, including sharp corners or intricate details. This allows us to create features that are simply impossible with conventional machining.
What is sinker EDM used for?
You might have a specific component in mind but are unsure if sinker EDM is the right process. Choosing the wrong method can lead to delays and unnecessary costs.
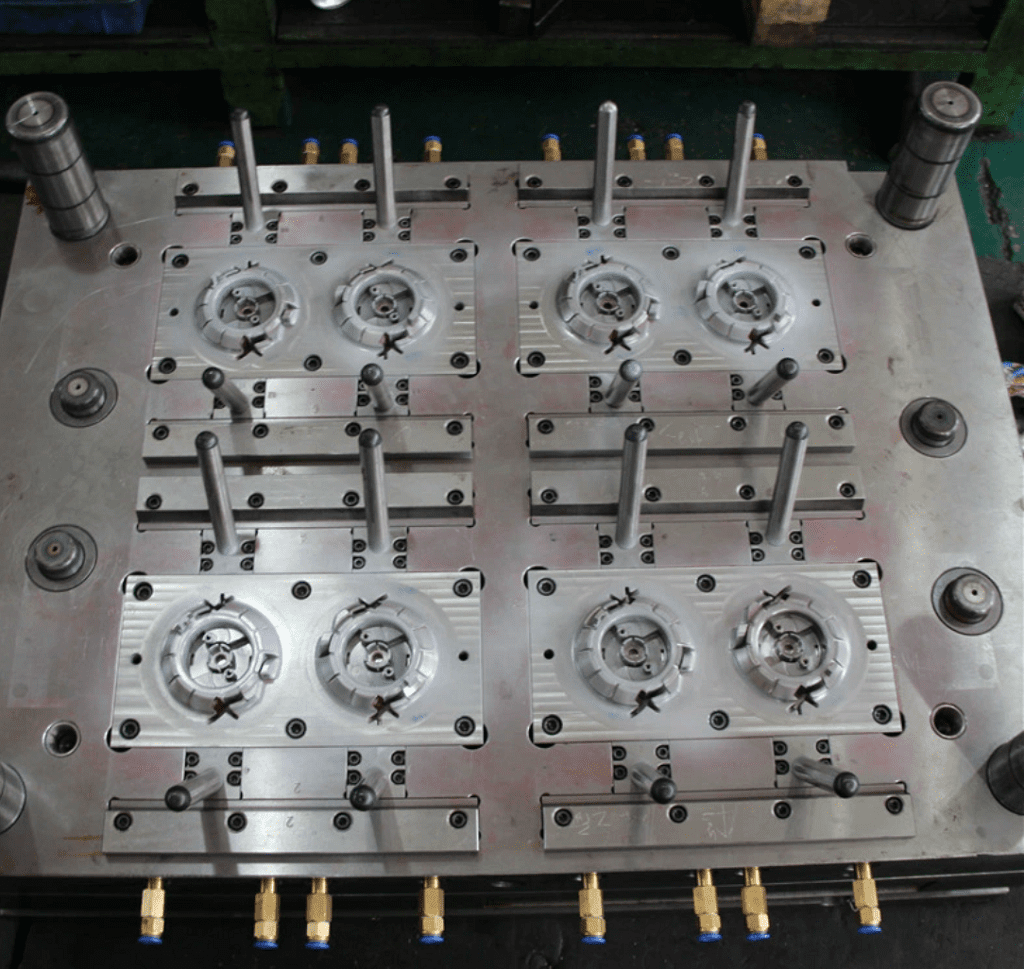
Sinker EDM is mainly used for creating injection molds, stamping dies, and other tooling from hardened metals. It is the go-to process for making complex cavities, deep ribs, and detailed features that are difficult or impossible to achieve with standard milling.
At my company, Worthy, we see a wide range of applications for this technology. It’s incredibly versatile, especially for industries that demand high precision and durability from their parts. My engineers often recommend it to customers who need to solve specific manufacturing challenges that other methods can't handle.
Here are some typical applications:
| Industry | Typical Application | Why Sinker EDM is Used |
|---|---|---|
| Tool & Die Making | Injection Molds, Stamping Dies, Forging Dies | Creating complex cavities and patterns in hardened steel. |
| Aerospace & Defense | Turbine Blades, Engine Components | Machining tough superalloys like Inconel and titanium. |
| Medical & Dental | Surgical Instruments, Implants | Creating intricate, bio-compatible parts with fine finishes. |
| Automotive | Engine Molds, Transmission Components | High-volume tooling that requires precision and durability. |
What are the advantages of EDM machining?
You need parts that are precise and reliable, but mechanical cutting can introduce stress and micro-fractures. This hidden damage can lead to premature tool failure, a major pain point.
The main advantage of all EDM machining is that it's a non-contact process. This means no mechanical stress is applied to the workpiece, ensuring part integrity. It also allows for machining any conductive material, regardless of its hardness.

The principle behind EDM is what makes it so powerful. My engineers and I always emphasize this to clients. The process uses electrical discharges, or sparks, to erode the material. A custom-shaped tool (the electrode) is brought very close to the workpiece, and a high-frequency current creates sparks between them. Each spark melts a tiny particle of metal away.
This method has several key benefits:
No Cutting Forces
Because there's no physical contact, there are no cutting forces pushing on the workpiece. This is a huge advantage. It allows us to machine very fragile or thin-walled parts without the risk of them bending, breaking, or distorting. I remember a project with delicate ribs that kept breaking during milling; switching to sinker EDM solved the problem immediately. This stress-free process ensures the final part is dimensionally stable and free from hidden defects.
Superior Surface Finish
The EDM process can produce very fine and smooth surface finishes, often as good as 125 Ra or better. We can control the finish by adjusting the power and frequency of the electrical sparks. A high-quality finish is crucial for molds and dies, as it directly impacts the surface of the final product and can reduce the need for extensive post-processing like polishing.
What are the differences between die sinker EDM and wire EDM?
Your project requires precision machining, but you're not sure which EDM process is best. Choosing between die sinker and wire EDM can be confusing, and picking the wrong one wastes resources.
The main difference is the tool used. Die sinker EDM uses a custom-shaped solid electrode to create 3D cavities and complex shapes. Wire EDM uses a thin, continuously moving wire to cut 2D profiles and through-holes.
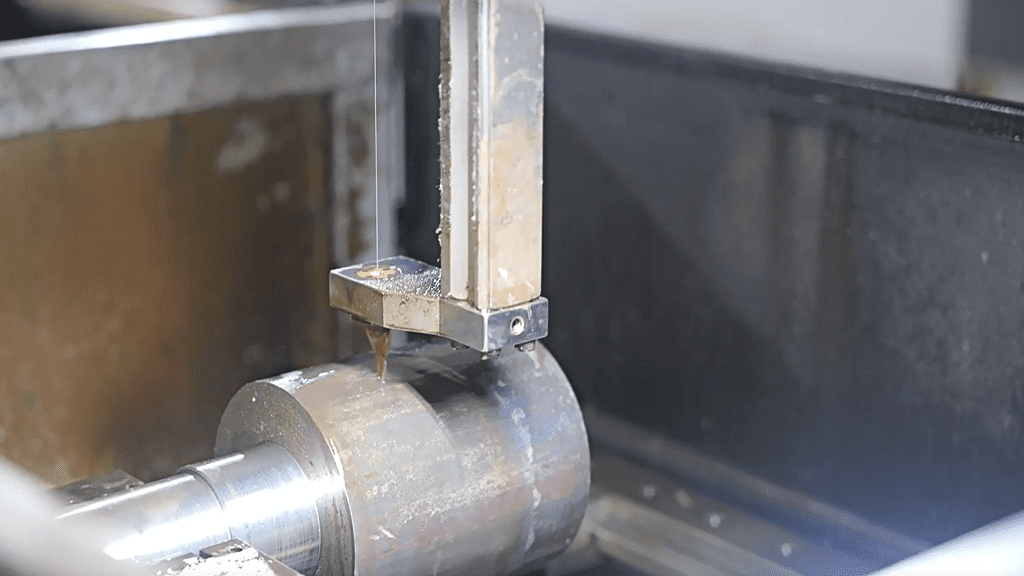
Think of it like this: die sinker EDM is like making a stamp to press a shape into a material, creating a cavity. Wire EDM is like using a very fine saw to cut through a material, creating an outline. Both use the same principle of electrical discharge, but their applications are very different. I've worked on thousands of projects, and the choice almost always comes down to the final geometry of the part.
Here’s a simple table to break it down:
| Feature | Die Sinker EDM | Wire EDM |
|---|---|---|
| Tool | Solid, custom-shaped electrode (usually graphite or copper) | A thin, continuously fed brass or zinc-coated wire |
| Movement | Plunges into the workpiece (like a sinker) | Cuts a path through the workpiece (like a bandsaw) |
| Geometry | Creates complex 3D cavities, blind holes, and pockets | Cuts 2D profiles, through-holes, and tapered shapes |
| Best For | Molds, dies, stamping tools, complex internal features | Extrusion dies, punches, cutting precise outlines |
| Key Limitation | Cannot cut through-holes as efficiently as wire EDM | Cannot create blind cavities or pockets |
Conclusion
Sinker EDM is a powerful solution for tool and die making. It excels at machining hard materials, creating complex 3D cavities, and delivering a stress-free, high-quality finish for your parts.