A Comprehensive Guide to the Grinding Process: Everything You Need to Know?

Need a flawless surface finish on hard materials? Imperfections can cause component failure. The grinding process provides the ultra-fine precision needed for demanding applications.
The grinding process is a material removal technique that uses a rotating abrasive wheel to achieve very high surface quality and tight dimensional tolerances. It is essential for finishing hard materials and creating precise geometries that other methods can't, making it a key final step in precision manufacturing.
Understanding this process is key to unlocking its full potential for your parts. I have seen firsthand how a well-executed grinding operation can transform a component from good to exceptional. But to truly master it, we first need to look at its core principles and how it came to be. In this guide, I will walk you through everything from the basic mechanics to its long history. Let’s get started.
What is the Grinding Process and Its Basic Principles?

The grinding process is an abrasive machining method where material is removed from a workpiece using a rotating wheel covered in abrasive particles. I often explain to my clients that it's like a very precise and powerful form of sanding, capable of achieving extremely fine finishes and holding very tight tolerances, often measured in micrometers. This process is most effective on hard or brittle materials that are difficult to machine using traditional cutting tools.
The working principle is straightforward but highly controlled.
- Setup: A workpiece is securely fixed to the grinding machine. The grinding wheel, which is made of bonded abrasive grains, is mounted on a spindle.
- Action: The grinding wheel rotates at a very high speed, typically thousands of revolutions per minute (RPM).
- Contact: The rotating wheel is then brought into contact with the workpiece. The machine controls the feed rate (how fast the workpiece moves past the wheel) and the depth of cut (how much material is removed in one pass).
- Material Removal: As the thousands of abrasive grains on the wheel’s surface contact the workpiece, they act as microscopic cutting tools. Each grain removes a tiny chip of material, generating a smooth and accurate surface.
At its core, the grinding process is governed by three fundamental actions that happen at the microscopic level.
- Cutting: The sharp edges of the abrasive grains cut into the workpiece, shearing off small chips of material. This is the primary mechanism for material removal.
- Ploughing: Some grains do not cut but instead push material to the side, creating grooves without actually removing a chip. This deforms the surface.
- Rubbing: Other grains simply rub against the workpiece, generating friction and heat but removing very little material. This action can affect the final surface finish and integrity.
The balance between these three actions determines the efficiency of the grinding process and the quality of the finished part.
How Has Grinding Technology Evolved Throughout History?
Grinding is one of the oldest manufacturing techniques known to humanity. Its evolution mirrors our own technological progress. I find its history fascinating because it shows how a simple concept can be refined into a high-tech process.
Ancient Origins
The earliest form of grinding was sharpening stones. Ancient civilizations used abrasive rocks like sandstone to sharpen tools and weapons made of stone, bone, and later, bronze and iron. This was a manual, slow, and laborious process.
Industrial Revolution (18th-19th Century)
The invention of the steam engine and modern machinery created a need for more precise and durable parts. In 1874, the Brown & Sharpe company developed the first universal grinding machine. This was a landmark moment. It allowed for the cylindrical grinding of shafts, bearings, and other components with a level of accuracy that was previously impossible. Natural abrasives like emery and corundum were used.
Early 20th Century
The development of synthetic abrasives like silicon carbide (in the 1890s) and aluminum oxide (in the early 1900s) was a major breakthrough. These materials were much harder and more consistent than natural abrasives, leading to more efficient grinding and better surface finishes. The need for mass production, especially in the automotive industry, drove the development of specialized grinding machines.
Mid to Late 20th Century
After World War II, the aerospace and electronics industries demanded even higher precision. This led to the development of superabrasives like diamond and cubic boron nitride (CBN) in the 1950s and 60s. These materials could effectively grind extremely hard materials like tungsten carbide and hardened steels. The introduction of Computer Numerical Control (CNC) in the 1970s revolutionized grinding. CNC machines enabled automated, highly repeatable, and complex grinding operations with minimal human intervention.
Modern Era (21st Century)
Today, grinding is a high-tech science. We use multi-axis CNC grinding centers that can perform several operations in a single setup. Advanced sensors monitor the process in real-time, adjusting parameters to optimize performance. High-speed grinding techniques reduce cycle times, while sophisticated cooling systems manage heat and improve surface integrity. From a simple sharpening stone to a fully automated CNC grinding center, the journey of this technology shows a constant pursuit of greater precision and efficiency.
What Are the Technical Specifications in Grinding?
To achieve precision, every aspect of the grinding process must be carefully controlled. I always emphasize to my team that success in grinding is a numbers game. These technical specifications are not just guidelines; they are the fundamental parameters that dictate the final quality of the part. Mastering them is essential for consistent and high-quality results.
Grinding Wheel Speed
This is the peripheral speed of the grinding wheel, usually measured in surface feet per minute (SFPM) or meters per second (m/s). It is a critical factor that affects the cutting action of the abrasive grains. The correct speed, which depends on the wheel type, bonding material, and workpiece material, ensures efficient cutting and minimizes heat generation.
Workpiece Speed
In processes like cylindrical or centerless grinding, this refers to the speed at which the workpiece rotates or moves past the wheel. A slower workpiece speed generally results in a finer surface finish but increases cycle time. We carefully balance this specification to meet both quality and production demands.
Feed Rate
This is the velocity at which the grinding wheel is fed into the workpiece (in-feed) or across the workpiece surface (traverse feed). A high feed rate speeds up material removal but can lead to a rougher finish and greater wheel wear. Finishing passes always use a very slow feed rate.
Depth of Cut
This specification defines the amount of material removed in a single pass of the grinding wheel. We use a larger depth of cut for roughing passes to remove material quickly and a very shallow depth of cut for finishing passes to achieve the final dimension and surface finish.
G-ratio (Grinding Ratio)
This is a key performance indicator. The G-ratio is the volume of material removed from the workpiece divided by the volume of wheel wear. A higher G-ratio indicates a more efficient and cost-effective process, as the grinding wheel lasts longer.
Surface Finish (Ra)
This measures the average roughness of the finished surface, typically in micrometers (μm) or microinches (μin). Grinding is known for its ability to produce extremely smooth surfaces. At Worthy Hardware, our standard as-machined finish is 125 Ra or better, and we can achieve much finer finishes upon request.
Coolant Application
The type, flow rate, pressure, and direction of the coolant are crucial technical specifications. Proper coolant application prevents thermal damage to the workpiece, flushes away chips, and lubricates the cutting zone, which is vital for maintaining dimensional accuracy and surface integrity.
What Are the Different Types of Grinding Processes and Their Applications?
The geometry of a part dictates the type of grinding process required. Over the years, I've worked on thousands of projects, and matching the part to the right process is the first critical decision we make. Each grinding type is designed for a specific purpose.
Surface Grinding
This is one of the most common grinding processes. It is used to produce flat, angled, or profiled surfaces. In a typical setup, the workpiece is held on a magnetic chuck on a reciprocating table that moves back and forth under the rotating grinding wheel.
Applications:
Perfect for finishing flat surfaces on mold bases, die components, machine ways, and any part requiring a high degree of flatness and parallelism.
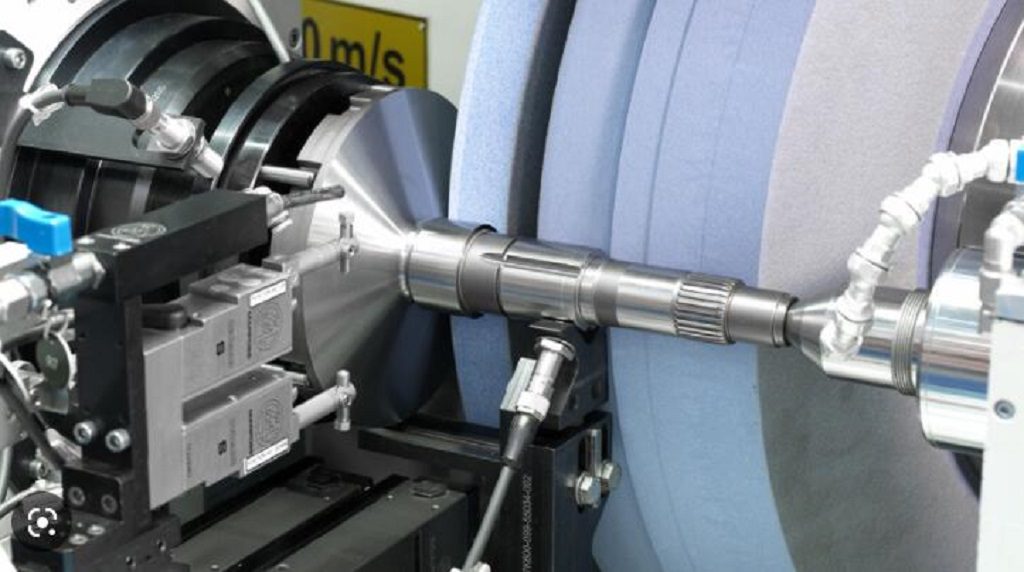
Cylindrical Grinding
This process is used to shape the outside of a cylindrical part. The workpiece is mounted between centers and rotated while a rotating grinding wheel is brought into contact with it. It can produce straight, tapered, or contoured cylindrical surfaces.
Applications: Essential for manufacturing components like shafts, axles, spindles, rollers, and pistons that require precise roundness and a fine surface finish.
Internal Grinding
As the name suggests, this process is used to grind the internal diameter of a workpiece. Because it operates inside a hole, it uses a smaller-diameter grinding wheel. The workpiece rotates while the grinding wheel reciprocates inside the bore.
Applications: Used to finish the inside of cylinder bores, bearing races, bushings, and other components where the internal diameter and finish are critical.
Centerless Grinding
This is a highly efficient method for grinding external cylindrical surfaces without using centers or chucks. The workpiece is supported on a work-rest blade and is positioned between a high-speed grinding wheel and a slower-speed regulating wheel. The regulating wheel controls the rotation of the workpiece and its axial movement.
Applications: Ideal for high-volume production of small cylindrical parts such as pins, dowels, rollers, bearings, and tubes.
Creep-Feed Grinding
This is a specialized form of surface grinding that uses a very deep depth of cut combined with a very slow feed rate. It can remove a large volume of material in a single pass, often matching the material removal rates of milling.
Applications: Used to produce complex profiles in difficult-to-machine materials, such as the roots of turbine blades or intricate forms in tool steel.
What Techniques Are Commonly Used in Grinding Operations?

Grinding is not a one-size-fits-all process. The specific geometry of a part and the production requirements dictate which technique we use. At our facility, the two most fundamental methods we employ are traverse grinding and plunge grinding. Understanding the difference helps our clients see how we achieve the precision their parts require.
Traverse Grinding
Traverse grinding is what most people picture when they think of grinding. In this method, the workpiece is held stationary or rotated, while the grinding wheel moves back and forth across its surface.
The process works like this: For a flat part on a surface grinder, the part is mounted to a magnetic chuck that moves longitudinally back and forth under the grinding wheel. After each pass or a complete set of passes, the wheel makes a very small incremental step sideways (cross-feed) and/or downward (in-feed). This back-and-forth, step-by-step motion continues until the entire surface has been machined to the final dimension and finish. The wheel is typically narrower than the surface being ground.
For cylindrical parts on a cylindrical grinder, the workpiece rotates while the grinding wheel traverses along the length of the part. This method is ideal for grinding long, straight shafts or pins. The controlled, steady movement ensures a consistent diameter and a uniform surface finish along the entire length. We use traverse grinding when we need to achieve an exceptionally flat surface or a perfectly uniform diameter on a long component.
Plunge Grinding
Plunge grinding is a more direct and often faster technique. Instead of traversing back and forth, the grinding wheel feeds directly into the workpiece to create a specific feature. The wheel does not move sideways along the part.
In plunge grinding, the width of the grinding wheel is typically the same as, or slightly wider than, the feature being ground. The wheel is carefully "dressed," or shaped, to match the desired profile of the final part. The rotating workpiece is then brought into contact with the rotating wheel, which "plunges" radially into the part until the correct depth and diameter are achieved.
We often use this technique for high-volume production or for creating specific features quickly. For example, it is perfect for grinding grooves, shoulders, and complex profiles on shafts and other cylindrical parts. Because the entire feature is formed at once, cycle times are much shorter compared to traverse grinding. This makes it a very efficient method for manufacturing automotive components like crankshaft bearing journals or transmission components. The key to successful plunge grinding is the precision of the dressed wheel, as its profile is directly imparted onto the workpiece.
Wet Grinding
Wet grinding is the most common technique we use for high-precision manufacturing. This method involves flooding the grinding zone—the point of contact between the wheel and the workpiece—with a specialized fluid called a coolant. The use of coolant is not optional for precision work; it is essential for achieving the required quality.
The coolant serves three critical functions:
- Cooling: The grinding process generates intense localized heat. The coolant absorbs and carries away this heat, preventing thermal damage to the workpiece. This stops issues like surface burns, micro-cracks, or changes to the material's temper and hardness. Maintaining thermal stability is key to holding tight tolerances.
- Lubrication: The fluid creates a lubricating film that reduces friction between the abrasive grains and the material. This improves the cutting action, leading to a smoother surface finish and reducing the force needed to grind.
- Flushing: The flow of coolant washes away the fine metal particles and abrasive debris (swarf) from the work area. This keeps the grinding wheel clean and prevents the swarf from being dragged across the new surface, which would cause scratches and ruin the finish.
Dry Grinding
Dry grinding, as the name implies, is performed without any coolant. While less common in precision applications, it has specific uses. The primary challenge in dry grinding is managing the heat, which can easily damage both the workpiece and the grinding wheel.
To grind dry successfully, we must take much lighter cuts and use slower feed rates to limit heat generation. We also select grinding wheels specifically formulated for dry applications, which often have a more open, porous structure to help dissipate heat.
Dry grinding is typically reserved for:
- Roughing operations: When the goal is simply to remove material quickly and a fine surface finish is not required.
- Off-hand grinding: Manual operations like sharpening tools on a bench grinder.
- Specific materials: Some materials can be sensitive to or contaminated by coolants, making dry grinding the only viable option.
A major consideration for dry grinding is operator safety and environmental control. The process creates airborne dust and fine particulate matter, which must be captured by robust dust extraction and ventilation systems. Without proper containment, this dust poses a health risk and can contaminate other machinery in the shop.
Spark-Out
Spark-out is not a separate grinding technique but rather a critical final stage of any precision grinding cycle. We use it to achieve the highest levels of accuracy and surface finish. After the main grinding passes are complete and the part is very close to its final size, we stop the in-feed. This means the grinding wheel is no longer being actively pushed into the workpiece.
The process then continues for several more passes. Here’s what happens during spark-out:
During grinding, the high forces involved cause a tiny amount of spring or deflection in the machine, the grinding wheel spindle, and the workpiece itself. Even though we are talking about microns, this deflection means the part isn't at its true dimension yet.
When we stop the in-feed, the wheel continues to pass over the part. With each pass, it removes a progressively smaller amount of material, which relieves that stored pressure. You can see this happening. The dense shower of sparks you see during rough grinding becomes fainter with each spark-out pass. When the sparks completely disappear or "spark out," it's a visual confirmation that the wheel is no longer cutting. At this point, the system is fully relaxed, and the part has reached its true, final dimension and its best possible surface finish.
Which Materials Can Be Processed Through Grinding?

Grinding is an incredibly versatile process, but its true strength lies in its ability to machine materials that are too hard for conventional cutting tools. I often tell my clients that if you can't mill it or turn it, you can probably grind it. The choice of material dictates the type of abrasive wheel we use—a critical decision that ensures success. We have experience grinding a vast range of materials at Worthy Hardware.
Hardened Steels: After metals like tool steel (A2, D2, M2), stainless steel (440C), and alloy steels are heat-treated, they become extremely hard and tough. Traditional machining becomes very difficult or impossible. Grinding is the primary method used to finish these parts to their final dimensions, ensuring precision after the distortions that can occur during hardening.
Superalloys: Materials like Inconel, Hastelloy, and other nickel-based or cobalt-based alloys are known for their strength at high temperatures. They are essential in aerospace and energy applications. These materials are notoriously difficult to machine, but they can be effectively ground using superabrasive wheels, such as those made from Cubic Boron Nitride (CBN).
Carbides: Tungsten carbide and other cemented carbides are exceptionally hard and wear-resistant. They are used for cutting tools, dies, and wear parts. Because of their extreme hardness, they can only be machined effectively by grinding with diamond wheels.
Ceramics: Technical ceramics like alumina, zirconia, and silicon nitride are very hard and brittle. Grinding is often the only feasible way to shape them into precise components after they are fired. These materials are used in medical implants, electronic substrates, and sealing components.
Standard and Non-Ferrous Metals: While grinding is famous for hard materials, it is also frequently used on softer metals like aluminum, brass, copper, and standard stainless steels. In these cases, the goal is not to overcome hardness but to achieve an exceptionally fine surface finish or hold tolerances that are tighter than what milling or turning can provide. For example, we often grind aluminum parts for a near-mirror polish.
Plastics and Composites: Though less common, grinding can be used for certain high-performance polymers and composite materials. For materials like glass-filled PEEK or carbon fiber composites, grinding can be used to achieve precise final dimensions or create specific features that are difficult to mold. This requires special techniques to manage dust and prevent melting.
What Are the Advantages and Limitations of Grinding?
Like any manufacturing process, grinding has a specific set of strengths and weaknesses. It's my job to help clients understand when grinding is the perfect solution and when another process might be more suitable. It's about using the right tool for the right job.
Advantages of Grinding
- Exceptional Surface Finish: This is the primary benefit. Grinding can produce extremely smooth, mirror-like surfaces with very low roughness average (Ra) values. This is critical for parts that require low friction or a perfect seal.
- High Dimensional Accuracy: Grinding is one of the most accurate machining processes available. We can consistently hold very tight tolerances, including sub +/- 0.001" (+/- 0.025 mm) or even tighter, based on drawing specifications and GD&T callouts.
- Machining of Hard Materials: Grinding excels where other processes fail. It is often the only practical method for shaping parts after they have been hardened through heat treatment or for working with naturally ultra-hard materials like ceramics and carbides.
- Versatile Geometries: Different grinding methods allow for the creation of a wide range of shapes, including perfectly flat surfaces, precise internal and external cylinders, tapers, and complex contoured profiles.
- Improved Part Integrity: The fine finish and precise geometry achieved through grinding can enhance the performance and lifespan of a component by reducing wear, fatigue, and stress concentrations.
Limitations of Grinding
- Slower Material Removal Rate: Compared to milling or turning, grinding is a much slower process. It is designed to remove very small amounts of material with high precision, making it inefficient for bulk material removal (with the exception of specialized techniques like creep-feed grinding).
- Higher Cost: Grinding can be more expensive than other machining processes. The machines themselves are costly, the abrasive wheels wear down and need replacement, and cycle times are generally longer. This makes the cost per part higher.
- Risk of Thermal Damage: The intense friction between the wheel and the workpiece generates a significant amount of heat. Without proper control and effective use of coolant, this heat can cause surface burns, residual stresses, or microscopic cracks, which can compromise the integrity of the part. This is why operator skill and process control are so critical.
- Wheel Loading with Soft Materials: When grinding soft, ductile materials like aluminum or copper, the pores of the grinding wheel can become clogged with workpiece material. This is called "loading." It reduces cutting efficiency and can ruin the surface finish. It requires using specially designed wheels and proper parameters to avoid.
How Much Does Grinding Cost and What Is Its Environmental Impact?

When clients ask me about pricing for a grinding project, I explain that it's a premium process with costs that reflect its precision. Understanding the cost breakdown and environmental factors is important for making informed manufacturing decisions.
Cost Analysis
The final cost of a ground part is influenced by several key factors. We analyze each of these to provide an accurate quote.
- Machine Time: Grinding is generally a slower process focused on precision rather than speed. The longer a part stays on the machine, the higher the cost. Complex parts that require multiple setups or very fine finishes will have longer cycle times.
- Labor Costs: Precision grinding requires highly skilled operators. Setting up the machine, dressing the wheel, programming the CNC, and performing in-process inspections all require expertise. This skilled labor is a significant part of the cost.
- Tooling and Consumables: Abrasive grinding wheels are a consumable item. Standard wheels made from aluminum oxide are less expensive, but for harder materials, we must use superabrasive wheels made from CBN or diamond, which are significantly more costly. The cost of wheel wear is factored into the price.
- Setup Complexity: The initial setup for a new job can be time-consuming. This includes programming the machine, mounting the correct wheel, dressing the wheel to the required profile, and setting up the workpiece. For low-volume runs, this setup cost makes up a larger portion of the per-part price. For high-volume production, the cost is spread across many parts.
- Tolerances and Inspection: The tighter the tolerance, the more care and time are required. Parts with extremely tight tolerances, like those below +/- 0.001", often require additional inspection steps using advanced metrology equipment, which adds to the overall cost.
Environmental Impact
Modern manufacturing must be mindful of its environmental footprint. Grinding has specific environmental aspects that we manage carefully at Worthy Hardware.
- Energy Consumption: Grinding machines, especially large CNC centers with high-speed spindles and powerful coolant pumps, use a substantial amount of electricity. We focus on optimizing our processes to minimize machine run-time and reduce energy use per part.
- Coolants (Grinding Fluids): Coolants are essential for most precision grinding, but they pose an environmental challenge. These fluids must be managed correctly throughout their lifecycle. We use centralized filtration and recycling systems to extend the life of our coolants, reducing waste. When the coolant eventually needs to be disposed of, it is treated as industrial waste and handled by certified disposal services to prevent environmental contamination.
- Swarf Management: The waste material from grinding, known as swarf, is a mixture of fine metal particles and abrasive grains saturated with coolant. This material must be collected and separated. The metallic portion can often be recycled, while the fluid and abrasive residue must be disposed of responsibly.
- Air Quality: The process can create a mist of coolant in the air. We use high-efficiency mist collectors and ventilation systems in our facility to ensure a clean and safe working environment for our team and to prevent the release of pollutants.
How Is Precision CNC Grinding Applied in Modern Manufacturing?
The integration of Computer Numerical Control (CNC) has transformed grinding from a manual craft into a highly automated, scientific process. CNC grinding allows us to achieve a level of precision, repeatability, and complexity that was previously unimaginable. At our facility, CNC grinding is a cornerstone of our precision machining services, especially for our clients in demanding industries.
CNC technology provides several key advantages:
- Automation: CNC grinders can run complex programs with minimal operator intervention, ensuring consistency from the first part to the last.
- Multi-Axis Control: Modern 5-axis CNC grinding centers can manipulate both the workpiece and the grinding wheel on multiple axes simultaneously. This allows us to grind complex geometries, like the airfoils on a turbine blade, in a single setup.
- Repeatability: Once a program is proven, a CNC machine can produce thousands of identical parts, all within the specified tight tolerances.
Here are some of the key applications where we apply precision CNC grinding:
- Aerospace and Defense: This sector demands the utmost in reliability and performance. We use CNC grinding to manufacture critical components like turbine blades, landing gear cylinders, and high-performance bearings from superalloys like Inconel. The perfect surface finish and dimensional accuracy are essential for fatigue resistance and operational safety.
- Automotive: In the automotive industry, precision and efficiency are key. We use cylindrical and centerless grinding for high-volume production of engine and transmission components like crankshafts, camshafts, and valve stems. The precision achieved ensures fuel efficiency, reduces emissions, and increases the engine's lifespan.
- Medical and Dental: Medical parts require biocompatibility and flawless surfaces. CNC grinding is used to manufacture orthopedic implants such as artificial hips and knees, as well as complex surgical instruments. The ultra-smooth finish minimizes wear and ensures compatibility with the human body.
- Tool, Die, and Mold Making: The accuracy of a mold or die determines the quality of every part it produces. We use precision surface grinding to finish the cavities and cores of injection molds and the cutting surfaces of stamping dies. The hard tool steels used in these applications can only be finished to the required accuracy through grinding.
Conclusion
Grinding is the ultimate solution when precision cannot be compromised. We use it to achieve superior surface finishes and tight tolerances on the hardest materials. While it's a premium process, it's the only way to guarantee the performance and quality your most demanding components require.