How to choose the right milling operation for aluminum machining?
Struggling to get perfect results when milling aluminum? Bad choices lead to poor finishes, broken tools, and costly delays. Let's make sure you can choose the right milling operation every time.
Choosing the right milling operation for aluminum involves selecting the correct machine, aluminum alloy, tooling, and specific process like face milling or pocketing. Getting your cutting speed, feed rate, and depth of cut right is crucial for success and is the key to efficient, precise machining.
It seems like a lot to consider, but it gets much simpler when you break it down. I've helped many clients navigate these exact choices. At my company, Worthy Hardware, we handle these decisions every day to deliver top-quality parts. Let's walk through the key decisions one by one, so you can feel confident in your next aluminum machining project. It all starts with the foundation: the machine itself.
How to choose the right milling machine?
Confused by the many types of milling machines available? Picking the wrong one can limit your capabilities and mean you can't produce the parts you need or you overspend.
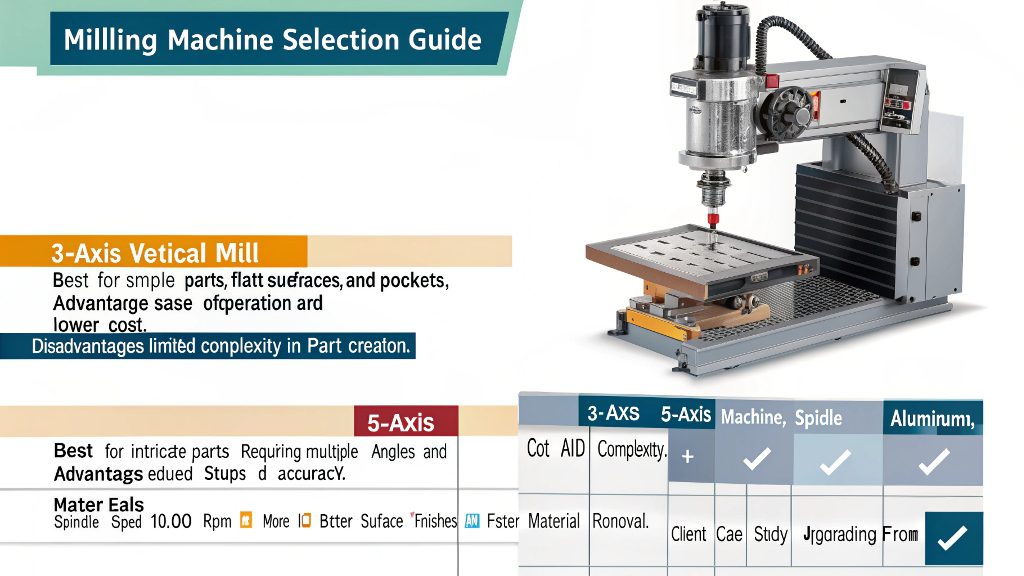
Choose a milling machine based on your part's complexity, size, and production volume. For simple, one-off parts, a 3-axis vertical mill is great. For complex geometries, a 5-axis machine is better. For high volume, consider a horizontal machining center for its efficiency.

{kind=link}
When you select a milling machine, you are really deciding how you can move the tool in relation to the workpiece. The more axes of movement, the more complex the parts you can make in a single setup. A client of mine, who makes intricate electronic enclosures, saved a lot of time and money by moving from a 3-axis to a 5-axis machine. He eliminated two entire setups, which reduced labor costs and improved the accuracy of his parts. For aluminum specifically, you also want to look at spindle speed. Aluminum is soft, so you can cut it very fast. A machine with a high-speed spindle (10,000 RPM or more) will give you a better surface finish and remove material more quickly. This is how we keep our prices competitive for customers like Mark from Canada, who needs both quality and efficiency.
Here is a simple table to help you decide:
| Machine Type | Best For | Advantages | Disadvantages |
|---|---|---|---|
| 3-Axis Vertical Mill | Simple parts, flat surfaces, pockets | Easy to program, affordable | Limited to simple geometries, requires multiple setups for complex parts |
| 5-Axis Mill | Complex curves and angles | Machines complex parts in one setup, better accuracy | More expensive, requires advanced programming skills |
| Horizontal Mill | High-volume production | Fast cycle times, good chip evacuation, can use tombstone fixtures | Higher initial investment, better for production than prototypes |
What is the best aluminum for milling?
Think all aluminum is the same? Using the wrong alloy can ruin your project. The material might be too soft and gummy, or too hard and brittle, leading to poor finishes.
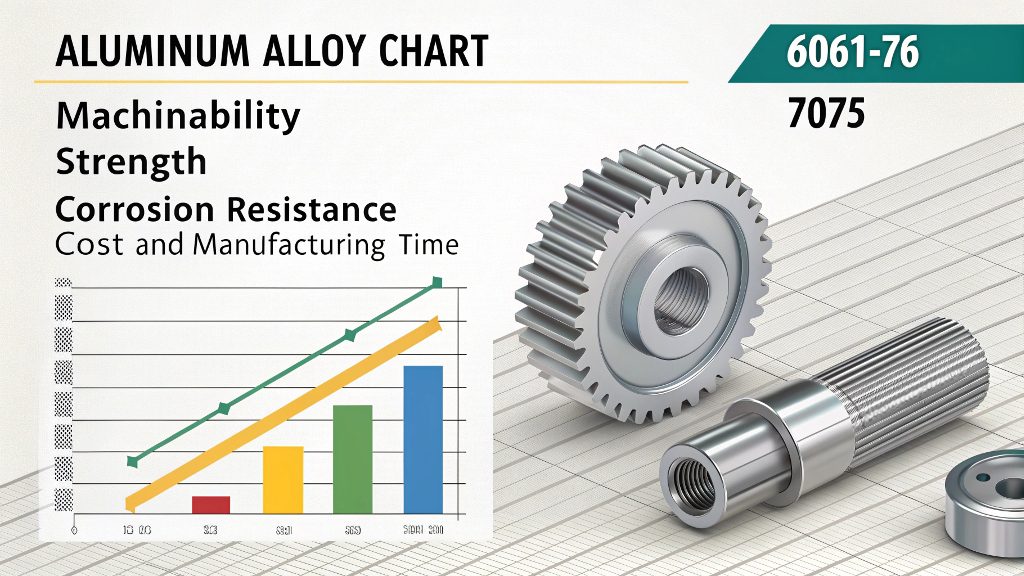
For general-purpose milling, 6061-T6 aluminum is the most popular choice. It offers a great balance of strength, weldability, and machinability. For parts needing higher strength, 7075-T6 is excellent, though it's harder to machine. For better machinability, consider 2024 or 6082.

{kind=link}
The aluminum alloy you choose directly affects how easy it is to machine. The numbers, like 6061 or 7075, tell you the main alloying elements. The letter and number at the end, like T6, tell you how the material has been heat-treated for hardness. T6 is a very common temper that gives a good combination of strength and machinability. I remember a new customer who wanted a simple bracket made from 7075 aluminum because he heard it was the "strongest." I asked him about the application. Since it wasn't a critical structural part, I suggested 6061-T6 instead. The material was cheaper, and we could machine it faster. This simple change saved him nearly 30% on his order. This is where experience really helps. You need to balance material properties with cost and manufacturing time.
Here's a quick guide to common alloys:
| Alloy | Machinability | Strength | Corrosion Resistance | Common Use |
|---|---|---|---|---|
| 6061-T6 | Good | Medium | Excellent | Structural parts, electronics enclosures, general use |
| 7075-T6 | Fair | Very High | Fair | Aerospace components, high-stress parts |
| 5052-H32 | Fair | Low-Medium | Excellent | Sheet metal parts, marine applications |
| 2024-T3 | Good | High | Poor | Aircraft fittings, structural components |
How to choose a milling tool?
Your milling tool is breaking or leaving a bad finish on aluminum. This common frustration wastes expensive tools, damages your workpiece, and causes frustrating delays in your production schedule.
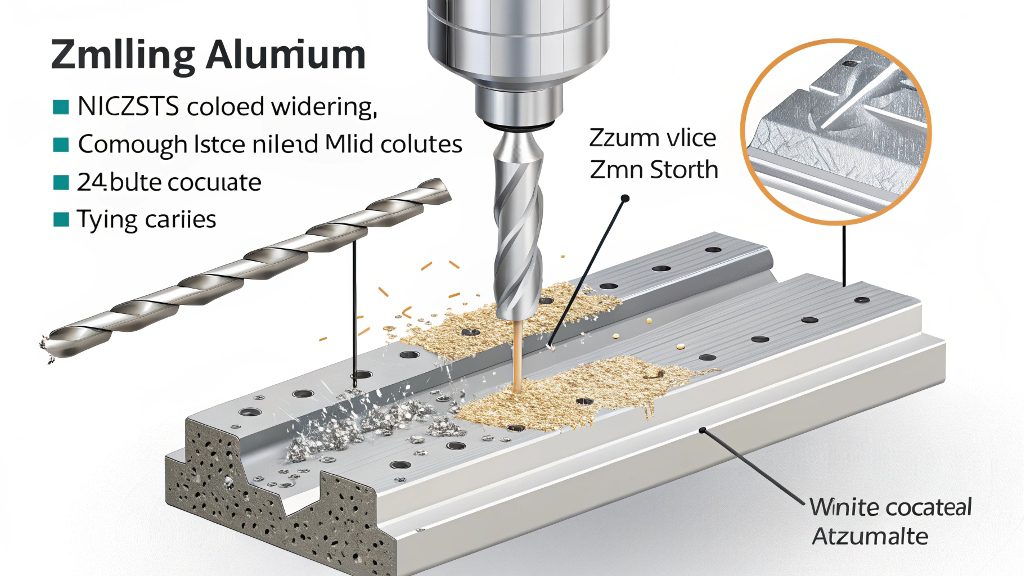
For milling aluminum, use carbide end mills with 2 or 3 flutes. Fewer flutes provide more space for chip evacuation, which is crucial for soft materials like aluminum. Look for tools with a high helix angle and a sharp, polished cutting edge for the best results.

{kind=link}
When you mill aluminum, the material creates long, sticky chips. If these chips don't get out of the way, they can clog up the tool, cause it to overheat, and even weld themselves to the cutting edge. This is why having fewer flutes is so important. A 2-flute or 3-flute end mill has big, open valleys that let chips escape easily. The right tool coating also helps a lot. For aluminum, you want a very smooth, slippery coating like Zirconium Nitride (ZrN). Avoid coatings like Titanium Aluminum Nitride (TiAlN), because the aluminum in the coating can react with the aluminum workpiece. I once helped a client in Singapore who was getting terrible surface finishes. He sent me a photo of his setup. He was using a general-purpose 4-flute TiAlN-coated tool. I told him to switch to a 2-flute, uncoated, polished carbide end mill designed for aluminum. He called me the next day, amazed at how much better the parts looked. It's a small detail that makes a huge difference.
What are the operations that can be done in a milling machine?
You have a milling machine but are not sure of all its capabilities. This means you might be outsourcing work you could do in-house, adding unnecessary costs and lead times.
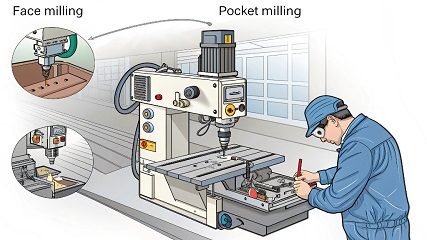
A milling machine can perform a wide range of operations. The most common include face milling for creating flat surfaces, pocket milling for hollowing out areas, slot milling for cutting grooves, drilling for making holes, and contour milling for shaping complex outer profiles.

{kind=link}
A milling machine is incredibly versatile. It's not just for cutting flat surfaces. At Worthy Hardware, we use a combination of different milling operations on almost every part we make. Each operation requires its own strategy and specific cutting parameters. For example, when creating a deep pocket, we first use a "roughing" strategy. This uses a high feed rate and a deep cut to remove a lot of material quickly. The finish won't be pretty, but it's fast. After that, we come back with a "finishing" pass. This uses a much lighter cut and an optimized speed to create a smooth, accurate surface. The key insight is that you must set the right parameters—speed, feed, and depth of cut—for each specific operation. Optimizing these parameters is how we guarantee both efficiency and precision, from prototypes to high-volume production runs.
Here are the main operations:
- Face Milling: Creates a large, flat surface on the top of the part.
- Pocket Milling: Hollowing out an internal cavity in the part.
- Contour Milling: Cutting along the outside edge to create the part's shape.
- Slot Milling: Cutting a narrow groove or channel.
- Drilling, Boring, and Tapping: Creating, sizing, and threading holes.
Conclusion
Choosing the right milling machine, material, and tool is simple when you break it down. Optimizing your cutting parameters is the final step to achieving perfect and efficient aluminum parts.