What Surface Finishes Can Be Applied To Nylon CNC Machined Parts?

Are your nylon parts looking a bit plain? Want to improve their look or function but unsure how? You can enhance nylon parts with several finishes.
Nylon CNC machined parts can accept various finishes. Common options include an 'as-machined' finish, bead blasting for a matte texture, dyeing for color, or painting. The best choice depends on your specific application and aesthetic goals.
Choosing the right surface finish for your nylon CNC machined parts is important. It affects how the part looks and how it performs. We want to help you understand the options. So, let's explore what you can do to make your nylon parts just right. Keep reading to find out more.
What is the typical surface finish for machined parts?
Do your parts look rough after machining? Not sure what "as-machined" really means? Let's clarify the standard finish you can expect for most CNC parts.
The typical surface finish for machined parts is called 'as-machined.' This means the part has the surface texture left by the cutting tool. It's usually around 125 Ra microinches, and we always remove any sharp burrs.
When we talk about an 'as-machined' finish, it's the most basic and often most cost-effective option. After the CNC machine cuts the nylon, the surface will have very fine marks left by the cutting tool. This is normal. The direction of these marks is called the 'lay.'
Understanding As-Machined Quality
At Worthy Hardware, our standard as-machined finish is 125 Ra microinches (which is about 3.2 Ra micrometers) or better. An important step we always take is deburring. This means we carefully remove any small, sharp pieces of material (burrs) that might be left on the edges after machining.
For nylon parts, this often results in a smooth, functional surface that's ready to use for many applications without any extra treatment. I remember a project for a customer in Singapore; they needed simple nylon spacers. The as-machined finish was perfect, saving them time and money. The material itself also plays a role; some nylons naturally machine to a smoother finish than others.
What are the types of surface finishes?
Do you need something more than the basic 'as-machined' look? Feeling overwhelmed by all the different finishing options? Let's look at common surface treatments.
Surface finishes include mechanical methods like polishing or bead blasting. There are also coatings like painting. For nylon, options like dyeing are very effective. Each finish offers different looks and functional benefits to your parts.

There are many ways to change the surface of a part. It's good to know what's possible, especially for nylon. Some customers ask about treatments like anodizing or pickling, but these are usually for metals. For nylon, we have other great ways to get the effect you want. My insights come from years of helping people like Mark Chen find the best solutions.
Common Finishes for Nylon:
We often get requests for different looks on nylon parts. Here's a breakdown of common choices:
-
As-Machined: As we discussed, this is the baseline finish. It's often smooth enough for many nylon applications after we deburr it.
-
Bead Blasting: This process uses small beads to create a uniform, matte, or satin texture. It's great for aesthetics and can hide minor tool marks. We use it a lot for nylon parts that need a non-reflective, textured surface.
-
Polishing/Buffing: If you need a smoother or even glossy surface on nylon, manual polishing or buffing can achieve this. It’s more labor-intensive.
-
Dyeing: Nylon is a type of plastic that absorbs dye well. This is a cost-effective way to color nylon parts. We can achieve a range of colors, though it's a subtractive process, so the base color of the nylon matters.
-
Painting: Applying paint is another way to get specific colors. It can also add a layer of protection. We ensure proper surface preparation so the paint adheres well to the nylon.
-
Vapor Polishing: For some types of plastics, including certain nylons, vapor polishing can create an extremely smooth, almost glass-like surface. It's a more specialized process.
Here's a simple table:
| Finish Type | Description | Common for Nylon? | Key Benefit for Nylon |
|---|---|---|---|
| As-Machined | Surface left by cutting tool, deburred | Yes | Cost-effective, functional |
| Bead Blasting | Creates a uniform matte or satin finish | Yes | Improved aesthetics, consistent texture |
| Polishing/Buffing | Creates a smooth, sometimes glossy finish | Yes (Manual) | Enhanced smoothness, can be glossy |
| Dyeing | Colors the nylon material itself | Yes | Cost-effective color, good penetration |
| Painting | Applies a layer of paint for color/protection | Yes | Wide color range, added protection |
It's about matching the finish to the part's job.
What is RA 0.8 surface finish?
Are you confused by terms like "Ra 0.8"? Wondering if this is a very smooth finish? Let's understand this important surface roughness measurement for your parts.
An Ra 0.8 micrometers (µm) surface finish is very smooth. This is about 32 microinches (µin). Achieving this usually needs special processes like grinding or lapping, beyond standard CNC machining.
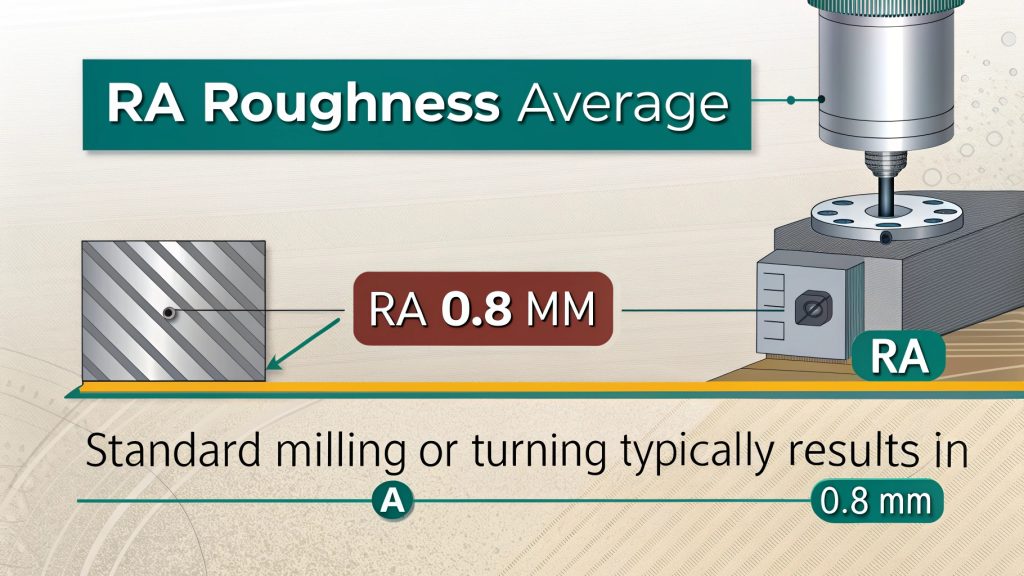
"Ra" stands for Roughness Average. It's a common way to measure the texture of a surface. The number, like 0.8, tells us how smooth or rough it is. A smaller Ra number means a smoother surface. Ra 0.8 µm (micrometers) is indeed very smooth. For comparison, our standard as-machined finish is around Ra 3.2 µm.
Achieving Super Smooth Finishes
To get a surface as smooth as Ra 0.8 µm, standard milling or turning often isn't enough. It usually requires secondary operations.
-
Grinding: This uses an abrasive wheel to remove tiny amounts of material and create a very fine finish.
-
Lapping: This uses a loose abrasive between the part and a lap plate to achieve extreme smoothness and flatness.
-
Superfinishing/Polishing: These are further refinement steps.
For nylon parts, achieving Ra 0.8 µm is not typical and can be costly. Nylon is relatively soft, so these superfinishing methodsneed careful application. Most nylon applications don't need this level of smoothness. For example, if a nylon part is a simple housing or a structural component, an as-machined finish is usually fine.
If it's a bearing surface or a seal, a smoother finish might be needed, but Ra 0.8 µm is still very demanding for nylon. I always discuss with my clients, like Mark from Canada, whether such a fine finish is truly necessary for their part's function or if a more standard, cost-effective smoothness will work. We aim for the right finish, not just the smoothest possible, unless the application specifically demands it.
What is the best nylon for machining?
Is choosing the right nylon grade for your CNC parts confusing? Want the best machining results and part performance? Let's look at which nylons machine well.
Generally, Cast Nylon 6 (PA6C) and Extruded Nylon 6/6 (PA66) are excellent for machining. They offer good stability, strength, and create manageable chips during the CNC process. This makes them popular choices.
Not all nylons are created equal when it comes to machining. The "best" nylon depends on your specific needs for the final part and how easily it can be shaped by CNC machines. Some nylons are easier to cut, produce better surface finishes, and hold tighter tolerances. I’ve worked with many types over the years at Worthy Hardware.
Key Nylon Types and Machinability:
Here’s a look at some common nylons and how they fare:
-
Nylon 6/6 (Extruded - PA66): This is a very popular choice. It's strong, stiff, and has a higher melting point than Nylon 6. It machines very well, producing good chips, which helps with removal from the cutting area. It’s great for smaller, more intricate parts where dimensional stability at higher temperatures is a plus. Many of our customers in North America choose this for general-purpose machined components.
-
Nylon 6 (Cast - PA6C or PA6G): Cast nylon often has lower internal stresses than extruded nylon, especially in larger blocks or rods. This makes it more dimensionally stable during and after machining, particularly for bigger parts. It also machines very well. It tends to absorb a bit more moisture than Nylon 6/6.
-
MDS-Filled Nylon (Molybdenum Disulfide): Adding MDS to nylon makes it self-lubricating and improves its wear resistance. This is great for bearings or sliding parts. It machines well, similar to unfilled nylons, but the MDS can slightly increase tool wear. We recently made some wear pads from MDS nylon for an industrial client in Australia, and they were very happy.
-
Glass-Filled Nylon: Adding glass fibers significantly increases the strength, stiffness, and temperature resistance of nylon. However, it's much more abrasive on cutting tools. Machining glass-filled nylon requires harder tools (like carbide) and adjusted cutting speeds and feeds. The finish might also be a bit rougher due to the exposed glass fibers.
When choosing, consider the part's final use. Does it need high strength, wear resistance, or operate at high temperatures? We can then pick the best nylon grade that also machines well.
Conclusion
Nylon parts offer many finishing choices. From as-machined to dyeing or bead blasting, select based on your specific needs. Contact us at Worthy Hardware for expert advice.