What Are The Best Plastics For Laser Cutting?
Picking the wrong plastic for your project can create melted messes and toxic fumes. This wastes material and time, and can even be a health hazard. Let's find the right plastic.
The best plastic for laser cutting is PMMA, commonly known as Acrylic. It cuts with exceptional precision, leaving a clean, flame-polished edge. This material vaporizes cleanly, minimizing melted residue and post-processing, making it the top choice for high-quality results from companies like ours at Worthy Hardware.
I remember when my company first got into laser cutting. We mostly worked with metals like steel and aluminum. But then, a customer, Mark from Canada, came to us with a design for a consumer product that needed a clear plastic cover. We knew we couldn't just use any plastic. The project's success depended on finding a material that would give us a perfect finish every time. This pushed us to learn everything about laser-cutting plastics. You probably have similar questions about what works and what doesn't. So, let's break down the world of laser-cuttable plastics to help you make the right choice for your next project.
What is the best plastic for laser cutting?
You want perfectly polished edges right off the machine for your plastic parts. But so many plastics melt, char, or release dangerous fumes, ruining your results. Choosing the right material saves time.
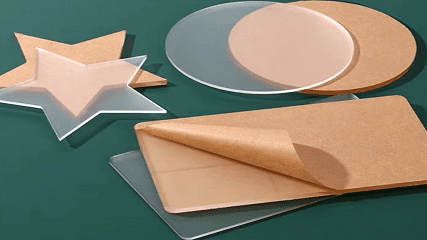
PMMA, also known as Acrylic, is the best plastic for laser cutting. It vaporizes cleanly when hit by the laser beam. This process leaves a smooth, flame-polished edge that often requires no extra work. It's why we recommend it for most high-detail aesthetic jobs.

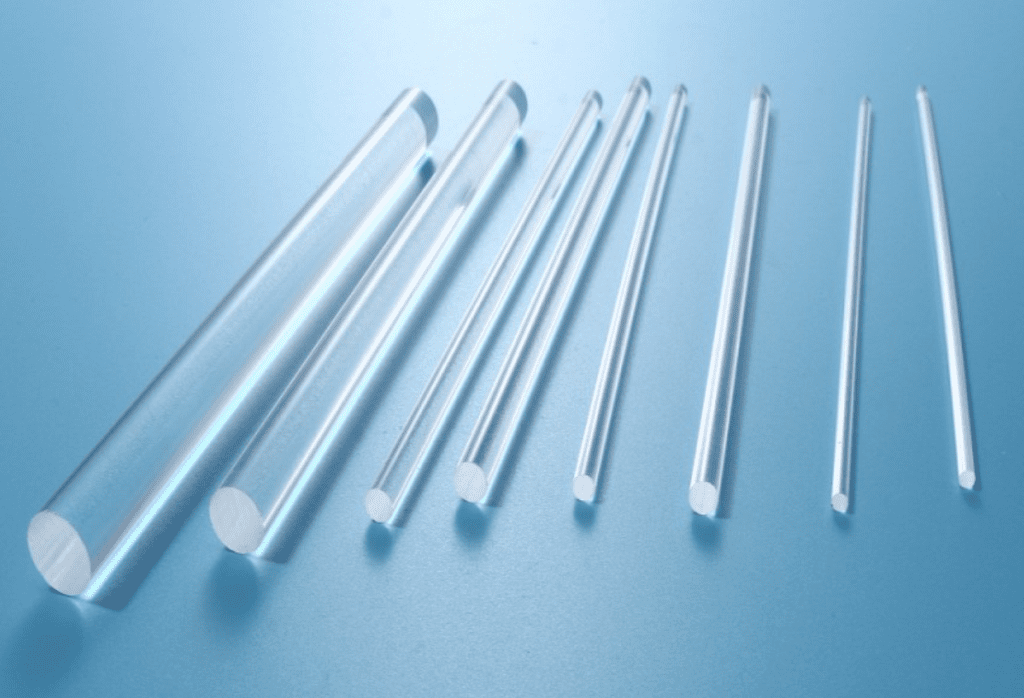
I always suggest Acrylic to my clients who need a high-end finish. The reason it performs so well is because of how it reacts to the laser's heat. Instead of melting into a sticky mess, it turns directly into a gas. This process is called vaporization. It means the laser removes material with incredible precision, leaving almost no residue behind. This is what creates that beautiful, clear edge that looks like it was hand-polished. At Worthy Hardware, we handle both cast and extruded acrylic, each with its own benefits.
Key Advantages of Acrylic (PMMA)
Cast acrylic is great for engraving because it produces a frosty, white contrast. Extruded acrylic, on the other hand, is more affordable and cuts with a clearer, flame-polished edge, making it perfect for parts that need to look pristine.
| Feature | Cast Acrylic | Extruded Acrylic |
|---|---|---|
| Edge Finish | Good, slightly less polished | Excellent, flame-polished |
| Engraving | Excellent, frosty white finish | Good, clear engraving |
| Cost | More expensive | More affordable |
| Thickness Consistency | Less consistent | Very consistent |
What plastics are used in laser cutting?
Limiting your project to just acrylic might not be the best fit. You could miss out on materials with better flexibility, chemical resistance, or lower cost for your specific application.
Many plastics beyond acrylic are suitable for laser cutting. These include ABS for its toughness, Delrin (POM) for its low friction, and Polycarbonate for its incredible impact resistance. Each material has unique properties for different engineering needs.
While acrylic is my go-to for aesthetic parts, many of our B2B clients have functional requirements that other plastics meet better. For example, Delrin is a fantastic engineering plastic. We use it to make gears, bushings, and other mechanical parts that need to be durable and slide smoothly without lubrication. Similarly, ABS is a common choice for enclosures and prototypes because it's strong and easy to work with. It's the same material used in LEGO bricks. Then there's Polypropylene (PP), which is chemically resistant and flexible, making it ideal for things like living hinges.
Common Laser-Cuttable Plastics
It is important to understand that each of these plastics requires different laser settings. Cutting Polycarbonate, for instance, can be tricky. If the power is too high, it can discolor and char. We've spent years perfecting our settings for over 100 materials, so we can achieve the tight tolerances our clients demand.
| Plastic | Key Properties | Common Applications |
|---|---|---|
| ABS | Tough, impact-resistant | Enclosures, prototypes, automotive parts |
| Delrin (POM) | Low friction, high stiffness | Gears, bearings, mechanical parts |
| Polycarbonate (PC) | Very high impact strength | Machine guards, safety glasses, signage |
| Polypropylene (PP) | Chemical resistant, flexible | Living hinges, containers, lab equipment |
What plastics cannot be laser cut?
Thinking any plastic can be put in a laser cutter is a dangerous mistake. Some plastics release toxic and corrosive gases that can harm you and destroy your equipment.
You absolutely cannot laser cut any plastic containing chlorine, like PVC or vinyl. When heated by the laser, these materials release hydrochloric acid gas. This is extremely toxic to breathe and it will rapidly corrode the metal parts of your laser cutting machine.

This is one of the most important safety rules in our workshop at Worthy Hardware. I never, ever allow PVC or any vinyl-based material near our laser cutters. The hydrochloric acid gas it creates is no joke. I heard a story from a colleague in the industry whose new machine was ruined in weeks because an operator mistakenly cut vinyl. The acid corroded the optics, the guide rails, and the exhaust system, leading to thousands of dollars in repairs. It also poses a serious health risk to anyone in the vicinity. For this reason, we are extremely strict about material verification.
Problematic Plastics to Avoid
Beyond PVC, other plastics are also not suitable for laser cutting, though for different reasons. For example, fiberglass and carbon fiber composites are difficult to cut because the resin tends to burn and the fibers can fray. They also produce harmful dust.
| Plastic / Material | Reason to Avoid | Hazard |
|---|---|---|
| PVC / Vinyl | Releases hydrochloric acid | Highly toxic, corrosive to machinery |
| HDPE | Melts badly, catches fire | Messy cuts, fire risk |
| Polystyrene Foam | Catches fire easily, melts | High fire risk, toxic styrene gas |
| Fiberglass | Burns, produces harmful dust | Poor cut quality, respiratory hazard |
We always request a Material Safety Data Sheet (MSDS) for any unfamiliar material a client provides. It's a non-negotiable step to ensure the safety of my team and the integrity of our equipment.
Is PETG safe to laser cut?
You've heard that PETG is a popular 3D printing material, so you assume it's fine for laser cutting. Cutting it without knowing the risks can lead to a sticky mess or even a fire.
PETG is not ideal for laser cutting and should generally be avoided. It has a very low melting point and tends to become a gooey, sticky mess when heated by the laser. It can also catch fire easily and may release harmful fumes, making it an unsafe choice.
I've experimented with PETG in our shop because some clients from our supply chain and purchasing departments asked about it. My experience confirms that it's just not a good fit for laser technology. Unlike acrylic, which vaporizes, PETG melts. The melted plastic sticks to the cutting bed and can even fuse back together behind the laser beam. This results in a very poor-quality cut with rough, messy edges. Even worse is the fire hazard. PETG is flammable, and the concentrated heat from the laser can easily ignite it, which is a risk I am not willing to take.
PETG vs. Safer Alternatives
When a customer needs a material that is tougher than standard acrylic, we usually recommend Polycarbonateor a modified acrylic. While Polycarbonate can be tricky to laser cut, we have the experience to manage it for certain applications, especially for thinner sheets. It offers superior impact resistance without the melting and fire risks associated with PETG.
| Material | Laser Cutting Suitability | Main Benefit | Main Drawback |
|---|---|---|---|
| PETG | Poor / Not Recommended | Tough, flexible | Melts, fire hazard, messy cuts |
| Acrylic | Excellent | Great finish, easy to cut | More brittle |
| Polycarbonate | Fair (with expertise) | Extremely tough | Can discolor, requires skill |
\
Conclusion
Choosing the right plastic is key for laser cutting. Acrylic is the best for a polished look, while other plastics suit specific needs. Always avoid dangerous materials like PVC and PETG.