Everything You Need to Know About Laser Cutting Stainless Steel?

Struggling with messy, imprecise stainless steel cuts? Traditional methods often fail, costing you time and materials. Laser cutting offers unparalleled precision, giving you perfect parts every single time.
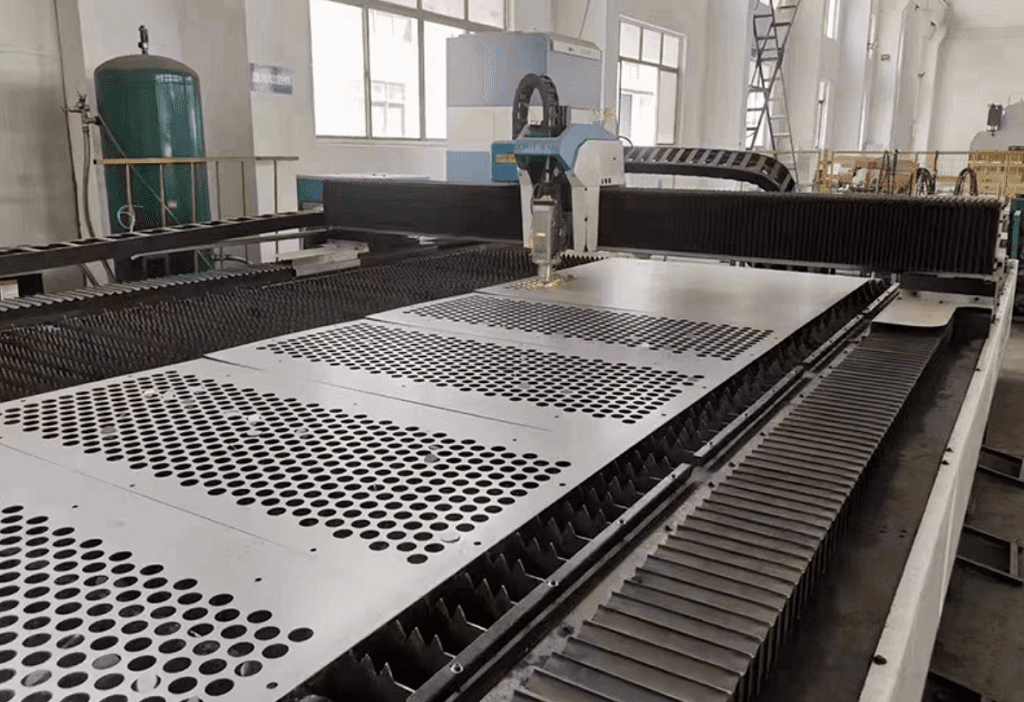
Laser cutting stainless steel works by focusing a high-power laser beam onto a tiny spot. This intense energy melts and vaporizes the metal, while a high-pressure assist gas, like nitrogen, blows the molten material away, creating a clean and precise cut with excellent edge quality.
I've spent years in the sheet metal business, and I've seen firsthand how laser cutting has changed everything. It's a game-changer for anyone who needs high-quality, repeatable results, especially for clients like Mark from Canada who value both quality and efficiency. But to get the most out of it, you need to understand the details. Let's break down the common questions I get asked all the time, so you can make informed decisions for your projects.
What Exactly Is Stainless Steel?
Confused by all the different types of steel? They might look similar, but using the wrong one can scrap your entire project. I'll help you understand the basics.
Stainless steel is a durable steel alloy containing at least 10.5% chromium. The chromium forms a passive, rust-resistant layer on the surface, making it highly resistant to corrosion and staining. This makes it a top choice for a wide range of industrial and consumer products.

The magic of stainless steel lies in that chromium oxide layer. It's self-healing. If the surface gets scratched, the exposed chromium reacts with oxygen in the air to instantly form a new protective layer. This is why it’s so popular in everything from medical devices to kitchen appliances. As a manufacturer, I deal with different grades every day. Understanding them is key to successful fabrication.
Key Types of Stainless Steel
There are several families of stainless steel, each with unique properties. Here are the three most common ones we work with:
- Austenitic: This is the most widely used type (e.g., 304, 316). It's non-magnetic and known for its excellent corrosion resistance and formability.
- Ferritic: This type (e.g., 430) is magnetic and has good corrosion resistance, but it's less durable than austenitic grades.
- Martensitic: These grades (e.g., 410, 420) are also magnetic. They are extremely strong and hard but have lower corrosion resistance compared to the other two.
| Type | Key Properties | Common Grades | Magnetic? |
|---|---|---|---|
| Austenitic | Excellent corrosion resistance, formable | 304, 316 | No |
| Ferritic | Good corrosion resistance, less durable | 430, 409 | Yes |
| Martensitic | Very hard and strong, moderate corrosion resistance | 410, 420 | Yes |
Can You Really Cut Stainless Steel With a Laser?
Thinking a beam of light can slice through solid steel? It sounds like science fiction. But ignoring this technology means falling behind your competitors who are already using it.
Yes, you can absolutely cut stainless steel with a laser. Fiber lasers are especially effective for this process, delivering high-precision cuts with excellent edge quality and minimal heat distortion. It is the modern standard for fast and accurate metal fabrication.
In my experience running Worthy Hardware, laser cutting has become our go-to method for stainless steel. The process is incredibly efficient. A powerful laser beam focuses on a very small point on the metal's surface. The energy is so concentrated that it instantly melts and vaporizes the stainless steel. At the same time, we use an assist gas, usually high-pressure nitrogen for stainless steel, to blow the molten metal and vapor out of the cut path.
This combined action creates a cut that is incredibly clean, precise, and fast. Nitrogen is key here because it prevents oxidation along the cut edge, leaving a shiny, burr-free finish that doesn't need secondary processing. This saves time and money, something my clients really appreciate. It's a far cry from older, messier mechanical cutting methods.
What Are the Right Laser Settings for Stainless Steel?
Getting your laser settings wrong? This leads to poor cuts, wasted material, and project delays. Finding the perfect balance is essential for quality and efficiency.
Optimal laser settings for stainless steel depend on the material's thickness and grade. Key parameters include laser power, cutting speed, focal position, and assist gas pressure. For example, a 1mm thick 304 stainless steel sheet might require 1kW of power and high-pressure nitrogen assist gas.
There is no single "perfect" setting; it's a science we've perfected over many projects. The goal is to balance the three main variables to achieve the best result for a specific job. For thicker materials, you need more power and a slower speed. For thin sheets, you can increase the speed significantly. Assist gas pressure is also critical. High-pressure nitrogen helps eject molten material cleanly and prevents the edge from oxidizing, leaving a bright, clean finish.
Factors I Consider for Every Job
- Laser Power (Watts/Kilowatts): This determines how much energy is delivered to the material. More power is needed for thicker sheets. Using too much power on thin material can cause warping.
- Cutting Speed (mm/min): The speed at which the laser head moves. It must be synchronized with the power. Too fast, and the laser won't cut through. Too slow, and you get excessive melting and a rough edge.
- Assist Gas (Type & Pressure): For stainless steel, we almost always use nitrogen to get a clean, oxide-free edge. The pressure needs to be high enough to clear the cut but not so high that it cools the material too much.
Is It Better to Cut Stainless Steel Fast or Slow?
Unsure about the right cutting speed? A wrong choice can ruin your material. Moving too fast results in an incomplete cut, while going too slow causes damage and rough edges.
It is generally better to cut stainless steel as fast as possible while ensuring a full, clean cut. A faster speed minimizes the heat-affected zone (HAZ), reducing the risk of material warping and discoloration. The optimal speed depends on laser power and material thickness.

In my workshop, we always aim for the "sweet spot." Finding this balance is crucial for both quality and productivity. A faster cut means the laser's energy is concentrated on the cutting line for less time. This is important because stainless steel is sensitive to heat. Lingering too long in one spot introduces excess heat, which can cause ugly burn marks and, even worse, warp the entire part. This is a major issue for clients who need parts with tight tolerances.
Here's how I think about it:
- Too Slow: Creates a wide kerf (cut width), large burrs on the underside, and a large, discolored heat-affected zone. It’s a waste of energy and time.
- Too Fast: The laser beam doesn't have enough time to penetrate the material completely, resulting in an incomplete cut or a messy, slag-filled edge.
- Just Right: The cut is clean, the kerf is narrow, the heat-affected zone is minimal, and the part maintains its structural integrity and dimensions. This is the quality we promise our customers.
How Do You Properly Cut Stainless Steel?
Just bought a laser cutter but getting poor results? Simply having the machine isn't enough. Without the right process and expertise, you'll produce scrap metal instead of quality parts.
Properly cutting stainless steel involves preparing the material, selecting the right laser settings, using nitrogen as an assist gas for an oxide-free edge, and performing post-cut inspections. Each step, from design review to final quality check, is crucial for achieving high-quality results.
At Worthy, we have a detailed process for every single order. It's not just about hitting a "start" button. It begins with analyzing the customer's design file. We check for any potential issues that could cause problems during cutting. Next, we select the correct grade and thickness of stainless steel and ensure it's clean and flat on the machine bed.
Then, our experienced engineers input the precise parameters—power, speed, and gas pressure—based on thousands of past jobs. During the cut, we monitor the process to ensure everything is running smoothly. After cutting, every part goes through a rigorous quality inspection. We check the dimensions against the drawing, ensure the edges are clean and burr-free, and verify that the finish meets the customer's expectations. This commitment to process is why we can deliver consistent quality.
Here's a simplified version of our workflow:
- Design Review: Check the client's CAD file for feasibility.
- Material Prep: Select the correct stainless steel and clean it.
- Machine Setup: Calibrate the laser and set the optimal parameters.
- Cutting Process: Execute the cut while monitoring for any issues.
- Quality Control: Inspect the final part for accuracy and finish.
What Are the Types of Laser-Cuttable Stainless Steel?
Worried if your specific stainless steel grade can be laser cut? Not all grades behave the same. Choosing a non-optimal grade can lead to cutting difficulties and poor results.
Virtually all common stainless steel alloys can be laser cut. The most frequently used grades include 304, known for its cost-effectiveness, and 316, for its superior corrosion resistance. Other cuttable types are from the 200, 300, and 400 series, each with specific applications.
Over the years, I've worked with a huge variety of stainless steel grades. While fiber lasers can handle almost anything you throw at them, some grades are definitely more common in fabrication shops like mine.
Our Most Commonly Cut Stainless Steel Grades:
- 304 Stainless Steel: This is the workhorse of the industry. It offers a great balance of corrosion resistance, formability, and cost. It's used in everything from kitchen equipment to automotive trim. It's fantastic for laser cutting.
- 316 Stainless Steel: When a project requires extra protection against corrosion, especially from chlorides and acids, we use 316. It's often called "marine grade" and is common in medical devices and marine applications. It cuts just as clean as 304.
- 430 Stainless Steel: This is a ferritic, magnetic stainless steel. It's more affordable than 304 but has lower corrosion resistance. We see it used in decorative applications and appliance panels where extreme durability isn't the top priority.
- 301 Stainless Steel: This grade is known for its high strength and ductility, making it great for forming parts like springs and structural components after they've been cut.
The choice of grade depends entirely on the end use of the part. I always advise my clients to consider the environment their product will be in.
What Can Lasers Do to Stainless Steel?
Think laser cutting is just for simple shapes? You're missing out on the technology's full potential. Lasers offer much more than just basic cutting, enabling complex designs and features.
Beyond just cutting through stainless steel, lasers can perform high-detail engraving, marking, and etching. This allows for adding part numbers, logos, and intricate patterns with extreme precision, all within the same machine and setup, increasing efficiency and design possibilities.
The versatility of our laser machines is a huge asset. It means we can offer our clients a complete solution. We aren't just a cutting service; we can add value by incorporating detailed features into their parts.
Capabilities of Our Lasers:
- Cutting: This is the primary function. We can cut complex contours and shapes with very tight tolerances, down to +/- 0.005 inches. This is perfect for creating parts that need to fit together perfectly in an assembly.
- Engraving: This process removes a thin layer of the material to create a visible, permanent mark. It’s ideal for deep logos or text that needs to withstand wear and tear.
- Etching/Marking: This is a surface-level treatment. The laser's heat alters the finish of the stainless steel to create a high-contrast mark without significantly removing material. This is perfect for serial numbers, QR codes, or measurement marks. We often do this for clients in the electronics and medical industries who require traceability for their components.
What Kind of Laser Can Effectively Cut Stainless Steel?
Confused about which laser technology is best? Using the wrong type of laser can be inefficient and produce poor-quality cuts. Understanding the difference is key to getting the right results.
A fiber laser is the most effective and widely used type for cutting stainless steel. It offers high efficiency, speed, and precision, especially for thin to medium-thickness sheets. CO2 lasers can also cut stainless steel but are generally slower and less energy-efficient for this specific material.
When I invested in our equipment for Worthy Hardware, choosing fiber lasers[^1] was an easy decision. For cutting reflective metals like stainless steel, they are simply superior. The wavelength of a fiber laser (around 1 µm) is absorbed much more efficiently by stainless steel compared to the wavelength of a CO2 laser (around 10.6 µm). This better absorption means more of the laser's energy goes into cutting the metal and less is reflected away.
This efficiency translates directly into benefits for my customers.
Why I Chose Fiber Lasers:
- Higher Speeds: The efficient energy absorption allows for significantly faster cutting speeds, especially on materials under 6mm thick. This shortens our lead times.
- Lower Operating Costs: Fiber lasers are more energy-efficient and require less maintenance than CO2 lasers, which helps us offer competitive pricing.
- Superior Fine-Detail Cutting: The smaller spot size of a fiber laser allows for more intricate designs and sharper corners.
- No Beam Path Maintenance: Unlike CO2 lasers that use mirrors, fiber lasers deliver the beam through a flexible fiber optic cable, which is robust and requires no alignment.
What Are the Expected Outcomes of Using a Laser for Cutting Stainless Steel?
Wondering if laser cutting is worth the investment? If you're not sure what level of quality to expect, you might settle for less. You should demand perfection.
When laser cutting stainless steel, you should expect exceptionally high precision with tight tolerances, clean and smooth edges with minimal burrs, and a very small heat-affected zone (HAZ). The final parts will be consistent, accurate, and ready for assembly with little to no post-processing.
For a business owner like Mark, the final quality of the parts he receives is everything. His reputation depends on it. That’s why we guarantee specific outcomes from our laser cutting process. The precision is incredible. We can consistently hold tolerances as tight as +/- 0.005", which is crucial for complex assemblies in aerospace or robotics.
The edge quality is another major benefit. When we use high-pressure nitrogen as the assist gas, the cut edge is left shiny, smooth, and free of the dark oxide layer you get with other cutting methods. This means the parts are often ready to be welded or powder-coated immediately, saving a whole step in the production process. The minimal heat-affected zone is also key. It ensures the mechanical properties of the stainless steel around the cut are not compromised, maintaining the material's strength and corrosion resistance.
| Feature | Expected Outcome | Benefit for Customer |
|---|---|---|
| Tolerance | +/- 0.005" or better | Parts fit together perfectly |
| Edge Quality | Smooth, shiny, burr-free | No need for deburring or finishing |
| Heat-Affected Zone | Extremely small | Preserves material strength |
| Consistency | Identical parts from first to last | Reliable for mass production |
What Are Some Tips to Consider When Laser Cutting Stainless Steel?
Want to avoid common mistakes when laser cutting? Without insider knowledge, you can easily waste material and time. A few key tips can make a huge difference in your results.
Always use nitrogen as the assist gas for a clean, oxide-free edge. Also, ensure the material is perfectly flat on the cutting bed and keep the laser's protective lens clean. These simple steps prevent cutting errors, ensure quality, and protect your equipment.
I've learned a lot of lessons over the years, sometimes the hard way. Here are three tips I give to everyone who works with our laser cutters to ensure we get perfect results every time.
My Top 3 Laser Cutting Tips:
- Use Nitrogen, Not Oxygen: Some people use oxygen to cut steel because it's faster due to the exothermic reaction. But for stainless steel, this is a huge mistake. Oxygen creates a black, oxidized edge that is hard to remove and can interfere with welding and coating. High-pressure nitrogen acts as a shield, preventing oxidation and producing a bright, clean edge. It costs more, but the quality is worth it.
- Ensure a Clean and Stable Setup: Any dirt, oil, or debris on the stainless steel sheet can interfere with the laser beam, causing an imperfect cut. We wipe down every sheet before cutting. It's also critical that the sheet lies completely flat. Any warping can change the focal distance of the laser, leading to inconsistent cut quality across the part.
- Maintain Your Nozzle and Lens: The nozzle and protective lens are critical components. A dirty or damaged lens will scatter the laser beam, reducing its power and focus. A worn-out nozzle will disrupt the flow of the assist gas. We have a strict daily and weekly maintenance schedule for these parts to ensure peak performance.
How Do I Laser Cut Stainless Steel?
Feeling overwhelmed by the process of getting parts made? It seems complicated, with technical drawings and material choices. You just want a simple, straightforward way to get your designs manufactured.
To laser cut stainless steel, you provide a 2D digital design file (like a DXF or DWG). A fabricator then loads the file, sets up the machine with the correct material and settings, and executes the cut. The finished parts are then inspected and shipped to you.

My goal at Worthy is to make this process as easy as possible for my clients. I know people like Mark are busy running their own businesses; they don't have time for a complicated ordering process. That's why we've streamlined everything into a few simple steps.
Our Simple 4-Step Process:
- Send Us Your Design: The first step is to email me your design file. We accept most standard formats, including DXF, DWG, and even STEP files. Just attach it to an email and send it to [email protected]. Let me know the material (e.g., 304 stainless steel), thickness, quantity, and any special surface finish requirements.
- Get Your Quote: My team and I will review your design for manufacturability. We'll check for any potential issues and then prepare a detailed, competitive quote for you. We pride ourselves on transparent pricing with no hidden fees.
- We Fabricate Your Parts: Once you approve the quote, we get to work. We'll schedule your job on one of our advanced fiber laser cutters. Our skilled operators will set up the machine and cut your parts to your exact specifications.
- Receive Your Parts: After cutting, every part undergoes a 100% inspection. We then carefully package them to prevent any damage during shipping and send them directly to your door.
How Much Is the Average Price of a Stainless Steel Laser Cutting Machine?
Considering buying your own laser cutter? The high price tag can be shocking. It's a massive investment that might not make sense for your business needs.
The average price for a professional-grade fiber laser cutting machine suitable for stainless steel ranges from $40,000 to over $300,000. The cost depends heavily on the laser's power, brand, build quality, and features like the size of the cutting bed.
When I was first equipping my factory, I spent months researching machines. A small, entry-level machine for hobbyists or very light work might be under $20,000, but it won't have the power, speed, or reliability needed for commercial production. For serious B2B fabrication, you're looking at a significant capital investment.
Here's a general breakdown of what you get at different price points:
- $40,000 - $80,000: You can find good quality entry-level industrial machines in this range, typically with 1kW to 2kW of power. They are great for cutting thin stainless steel (up to about 4mm) efficiently.
- $80,000 - $150,000: This range gets you more powerful machines (3kW - 6kW) from reputable brands. They can cut thicker materials faster and often come with larger cutting beds and better software.
- $150,000+: These are high-power (6kW and up), high-performance machines designed for heavy-duty, 24/7 operation. They often include automation features like automatic loading and unloading systems.
For many businesses, outsourcing to a specialist like Worthy Hardware is a much more cost-effective solution than buying, housing, and maintaining your own machine.
Are Fiber Laser Cutting Machines Expensive?
Worried about the high cost of fiber laser technology? The initial price is just one part of the equation. You also have to consider installation, maintenance, and operational costs.
Yes, fiber laser cutting machines are a significant investment, with professional models starting around $40,000. However, their high efficiency, low maintenance, and fast cutting speeds result in a lower cost per part, offering a strong return on investment for high-volume production.
While the upfront cost is high, when I decided to invest in them for my business, I was looking at the total cost of ownership. Fiber lasers are more expensive to buy than older CO2 lasers, but they are cheaper to run. They are much more energy-efficient, meaning our electricity bills are lower. They also have fewer consumable parts and require less maintenance. CO2 lasers have mirrors that need constant alignment and gasses that need refilling, but a fiber laser's beam is delivered through a sealed fiber optic cable that is virtually maintenance-free.
This lower operational cost allows us to be more competitive with our pricing. So while the machine itself is expensive, the efficiency it brings to our production line translates into savings for my customers. For businesses that don't have the production volume to justify such a large purchase, outsourcing the work is the smartest financial decision.
Are There Alternatives for Laser Cutting Stainless Steel?
Is laser cutting the only option? You might be searching for a cheaper or more suitable method. While other options exist, they each come with significant trade-offs in quality and precision.
Yes, alternatives to laser cutting stainless steel include waterjet cutting, plasma cutting, and mechanical methods like shearing or punching. However, none of these methods match the laser's combination of speed, precision, and high-quality edge finish, especially for complex designs.
I've used all of these methods in my career, and each has its place. However, for the intricate, high-tolerance parts my clients need, the laser is almost always the best choice.
Comparing Cutting Methods
Here is a quick breakdown based on my experience:
| Method | Best For | Advantages | Disadvantages |
|---|---|---|---|
| Laser Cutting | Intricate shapes, tight tolerances (thin to medium thickness) | Fast, precise, excellent edge quality, minimal HAZ | High initial investment, struggles with very thick metal (>25mm) |
| Waterjet Cutting | Very thick materials, heat-sensitive materials | No heat distortion, can cut almost any material | Slower process, higher cost per part, can be messy |
| Plasma Cutting | Thick materials, fast cutting where precision is less critical | Very fast on thick plate, lower equipment cost than laser | Poor edge quality, large HAZ, not precise for fine details |
| Shearing/Punching | Simple, straight cuts and standard holes in high volume | Extremely fast and cheap for repetitive tasks | Limited to simple shapes, can deform material |
For a customer like Mark, who needs complex OEM parts with a great finish, laser cutting is the only method that consistently delivers the required quality at a competitive speed.
Can I Laser Engrave Stainless Steel?
Need to add permanent marks to your parts? You might think you need a separate machine or process. This adds complexity and cost to your project.
Yes, you can absolutely laser engrave stainless steel. The same fiber laser machine used for cutting can be adjusted to a lower power setting to etch or engrave the surface. This is perfect for adding logos, serial numbers, and detailed patterns with high precision.
This is one of the features our clients love the most. The ability to cut and engrave in a single operation saves a tremendous amount of time and money. We don't have to move the parts to a different machine for marking, which eliminates the risk of misalignment and speeds up the entire production process.
We often get requests from clients in the electronics and medical industries to add part numbers or QR codes for traceability. For consumer products, we engrave brand logos. The laser creates a permanent, high-contrast mark that won't wear off. We can control the depth and appearance of the mark, from a light surface anneal that changes the color of the steel without removing material, to a deeper engraving that creates a tactile feel. This versatility adds huge value and is another reason why laser technology is so central to our business.
What Is the Difference Between CO2 and Fiber Laser for Laser Cutting Stainless Steel?
Confused by laser terminology? CO2 versus fiber sounds technical and complex. Choosing a supplier with the wrong technology can impact the quality and cost of your parts.
The main difference is the wavelength of light. Fiber lasers use a shorter wavelength that is better absorbed by reflective metals like stainless steel, making them faster and more energy-efficient. CO2 lasers are less efficient for stainless steel and have higher maintenance costs.
Think of it like this: trying to cut stainless steel with a CO2 laser is like trying to shine a flashlight on a mirror. A lot of the energy just reflects off. A fiber laser is more like a magnifying glass focusing the sun—the energy gets absorbed directly and efficiently.
This fundamental difference has huge real-world implications for my business and my customers.
CO2 vs. Fiber Laser: My Perspective
| Feature | Fiber Laser | CO2 Laser |
|---|---|---|
| Efficiency on Stainless Steel | Excellent. High energy absorption. | Poor. High reflectivity. |
| Cutting Speed | Much faster, especially on thin gauges. | Slower. |
| Operating Cost | Lower. Higher electrical efficiency. | Higher. Less efficient. |
| Maintenance | Minimal. No mirrors to align. | Higher. Requires mirror alignment and gas refills. |
| Best Use | Metals, especially reflective ones like stainless steel, aluminum, brass. | Non-metals like wood, acrylic, and also good for thick steel. |
Because we specialize in sheet metal, investing in fiber laser technology was a clear choice. It allows us to deliver higher quality parts, faster, and at a more competitive price, which is exactly what my clients need.
Conclusion
In short, laser cutting is the best way to get precise, clean cuts on stainless steel. It offers unmatched speed, quality, and versatility for almost any project you can imagine.