How to Choose Between Different Laser Welding Methods for Your Manufacturing Project?

Confused by laser welding options? Choosing wrong can ruin your project and waste money. Let's find the perfect method for you.
Selecting the right laser welding method depends on your material, thickness, and desired outcome. Key parameters like power, speed, and focus are crucial. Common methods include fusion, arc hybrid, brazing, and wire feed welding.
Laser welding offers amazing precision, but with so many choices, it's easy to get lost. Let's break down these options so you can make an informed decision for your next project. Keep reading to learn more.
How to choose a laser welding machine?
Picking a laser welder feels overwhelming. A bad choice means wasted investment and poor welds. I’ll help you select the right machine.
Choose a laser welding machine based on laser type (fiber, CO2), power output, material compatibility, part complexity, and your budget. Consider automation needs and after-sales support for long-term success.
When I look at laser welding machines for our operations at Worthy, I consider several key things. It's not just about the initial price; it's about long-term value and capability.
Key Machine Selection Factors
You need to think about the type of laser source. For example, fiber lasers are excellent for metals due to their wavelength and efficiency. CO2 lasers might be chosen for other specific non-metal applications or very thin metals. Then, there's power output. Thicker materials naturally need more power for sufficient penetration. Don't forget material compatibility. Some machines are optimized for specific metals like aluminum, which can be tricky due to its reflectivity, or stainless steel, which welds beautifully.
Matching Machine to Project
Here’s a simple breakdown of factors to consider:
| Factor | Consideration | Why it Matters for Your Project? |
|---|---|---|
| Laser Type | Fiber, CO2, YAG, Diode | Different wavelengths suit different materials and thicknesses. Fiber is versatile for metals. |
| Power (Watts) | Low (e.g., <500W) to High (e.g., >6kW) | Directly impacts penetration depth, welding speed, and material thickness capability. |
| Material | Steel, aluminum, titanium, copper, alloys etc. | Reflectivity, thermal conductivity, and absorption characteristics vary widely. |
| Automation | Manual, semi-automatic, fully robotic | Affects throughput, consistency, and labor costs. High volume often justifies automation. |
| Budget | Initial cost vs. long-term operational savings | Balance upfront investment with ROI from efficiency, quality, and reduced rework. |
| Beam Quality | M-squared (M²) value | A better beam quality (lower M²) allows for smaller spot sizes and higher power density. |
At Worthy, we have various machines, including those that accommodate sheet thicknesses from 0.024” up to 0.250” and even thicker upon request. This ensures we match the right equipment to your specific project needs, whether it's for aerospace or consumer products.
How do I choose a welding process?
Unsure which welding process fits your needs? The wrong process means weak joints or damaged parts. Let’s find the best fit for your parts.
Choose a welding process by analyzing material type and thickness, joint design, required weld strength, aesthetic finish, and production volume. Consider if heat input or distortion is a critical concern for your parts.

Choosing the right welding process is just as important as the machine itself. I've seen projects where the machine was technically capable, but an incorrect process choice led to suboptimal results or increased costs.
Understanding Your Application Needs
First, look at your materials. Are you joining similar metals, or dissimilar ones? What's their thickness? This heavily influences process choice. For instance, joining thick sections might require a keyhole welding process for deep penetration, while thin, delicate parts might benefit from conduction welding.
Next, what joint design are you using (e.g., butt, lap, fillet, edge)? Some processes are better suited for specific joint configurations and accessibility.
Process Considerations Table
Think about these points carefully:
| Consideration | Question to Ask | Impact on Process Choice |
|---|---|---|
| Material Type | What metals are you joining? Are they the same? | Some processes excel with specific materials (e.g., aluminum vs. steel). Dissimilar metal joining has unique challenges. |
| Thickness | How thick are the parts to be joined? | Thicker parts might need deeper penetration processes like keyhole laser welding or hybrid processes. |
| Joint Design | Butt, lap, T-joint, corner, edge? Accessibility? | Affects how the laser can access the joint and how heat is applied and distributed. |
| Strength Needs | What are the mechanical load requirements for the weld? | Some processes create stronger, more durable welds. Filler material might be needed. |
| Appearance | Does the weld need to be smooth and clean, or is it hidden? | Conduction welding often gives a smoother finish. Post-weld finishing might be required otherwise. |
| Speed/Volume | How many parts do you need to weld, and how quickly? | Automated processes like remote laser welding are faster for high volumes. |
| Heat Sensitivity | Are the parts sensitive to heat distortion? | Laser welding generally has a low heat-affected zone (HAZ), but some processes are even lower. |
At Worthy, our four engineers have rich experience helping customers select the best process. We consider all these factors to ensure we meet your quality standards and cost targets, often improving designs along the way.
What are the different types of laser welding?
So many laser welding types! It's easy to feel confused and pick one that's not ideal for your specific material or joint. Let me clarify common options.
Common laser welding types include conduction (smooth surface), keyhole (deep penetration), laser-arc hybrid, laser brazing (lower heat), laser wire feed (adds material), remote laser welding (high speed), and laser swing welding.
Laser welding isn't a single, one-size-fits-all technique. There are several distinct methods, each with its own characteristics and best-use scenarios. Here are some of the common ones we work with at Worthy:
Common Laser Welding Techniques
-
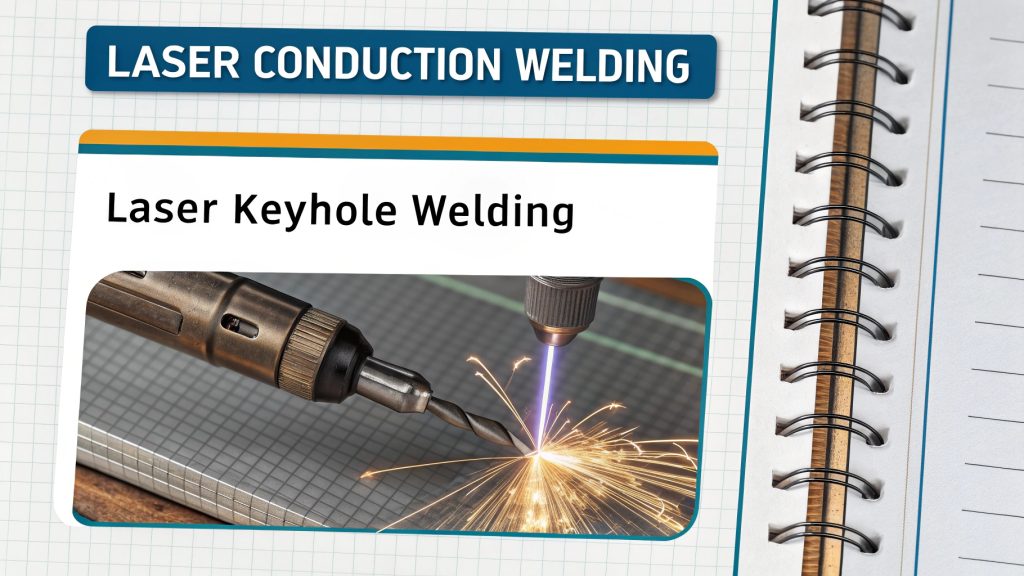
Laser Conduction Welding (often called Fusion Welding or Melt Welding): This process is typically used for shallower welds where a smooth, aesthetic finish is important. The laser melts the surfaces of the materials to be joined, and they flow together and solidify. Heat input is relatively low. We often use this for thin materials or where minimal distortion is critical.
-
Laser Keyhole Welding (or Deep Penetration Welding): In this method, the laser beam has a higher power density. It vaporizes a small amount of material, creating a "keyhole" or capillary filled with metal vapor. This keyhole allows the laser energy to penetrate deeply into the material, creating narrow, deep welds. It's excellent for thicker sections and strong structural joints.
-
Laser-Arc Hybrid Welding: This innovative process combines the benefits of laser welding with a traditional arc welding process (like GMAW/MIG or GTAW/TIG). You get the deep penetration and speed of laser welding plus the better gap-bridging ability and filler metal addition of arc welding. It's great for heavy sections or joints with some fit-up variation.
-
Laser Brazing: This is technically a joining process, not strictly welding, because the base materials are not melted. Instead, the laser heats the joint, and a filler wire with a lower melting point is introduced. The molten filler flows into the gap by capillary action. This results in very low heat input to the base parts, minimizing distortion, and is excellent for joining dissimilar materials or coated steels.
-
Laser Wire Feed Welding: In this process, a filler wire is continuously fed into the weld pool created by the laser. This is useful for filling larger gaps between parts, adding reinforcement, or modifying the weld metal's chemical composition for specific properties.
-
Laser Swing (Wobble) Welding: Here, the laser beam is oscillated or "wobbled" in a defined pattern (e.g., circular, linear, figure-eight) as it travels along the joint. This technique can improve weld quality for challenging materials, bridge wider gaps, and refine the weld bead's appearance and microstructure.
-
Laser Remote Welding: This high-speed process uses scanner optics to rapidly direct the laser beam over a large working area from a relatively long distance (standoff). It’s highly productive for applications with many short welds, like in the automotive industry for body-in-white applications.
At Worthy, we analyze your part design, material, and performance requirements to select the most effective and economical laser welding method.
How is welding different from other manufacturing processes?
Is welding always the best joining method for your parts? Other options exist, and choosing wrong costs time and money. Let's compare welding quickly.
Welding creates a permanent, strong metallurgical bond by melting materials together. Unlike mechanical fasteners (bolts, rivets) or adhesives, welding often offers greater strength, lighter weight, and seamless, leak-tight joints.
Welding, especially laser welding, is a fantastic way to join metal parts, but it's important to understand how it stacks up against other common joining methods. I often discuss these trade-offs with clients to ensure they're making the best choice for their application.
Welding vs. Other Joining Methods
Think about the fundamental differences in how these joining methods work:
-
Mechanical Fasteners (e.g., Bolts, Screws, Rivets): These create a join by physically clamping parts together. They are generally good for disassembly and reassembly. However, they add weight, require holes (which can be stress concentration points), and may not provide a continuous seal.
-
Adhesives (e.g., Epoxies, Cyanoacrylates): These bond surfaces together chemically. Adhesives can be great for distributing stress over a wide area, joining dissimilar materials (like metal to plastic), and providing a continuous seal. However, their strength can be affected by temperature, environment, and surface preparation. Curing time is also a factor.
-
Welding (specifically Laser Welding): This fuses materials at a molecular level, creating a continuous metallurgical bond.
-
Strength: Laser welds can often create a joint that is as strong as, or even stronger than, the base material itself.
-
Permanence & Sealing: It's typically a permanent join that can provide excellent hermetic seals, crucial for many electronic or fluid-containing applications.
-
Appearance & Weight: Laser welds can create very clean, narrow, and almost invisible seams with no added weight from fasteners.
-
Heat Input & Distortion: A key advantage of laser welding is its highly concentrated heat source. This results in a very small heat-affected zone (HAZ) and minimal thermal distortion compared to many conventional welding methods. This is why we can hold tight tolerances, even down to +/- 0.005" automatically, and tighter upon review.
-
When to Choose Laser Welding
Here’s a simplified comparison:
| Feature | Laser Welding | Mechanical Fasteners | Adhesives |
|---|---|---|---|
| Bond Type | Metallurgical (Fusion) | Mechanical (Clamping) | Chemical (Surface Adhesion) |
| Strength | Very High, often matches base material | Moderate to High, depends on fastener | Variable, good in shear, weaker in peel |
| Weight Addition | None (or minimal if filler is used) | Adds weight of fasteners | Minimal |
| Sealing Capability | Excellent, can be hermetic | Requires separate seals (gaskets, o-rings) | Can provide good sealing |
| Heat Affected Zone | Very Small, low distortion | None | None (but cure temp/service temp sensitive) |
| Disassembly | Difficult / Destructive | Generally Easy | Difficult / Often Destructive |
| Material Compatibility | Best for similar metals; some dissimilar capabilities | Good for most materials, including dissimilar | Excellent for dissimilar materials |
| Cycle Time | Can be very fast, especially with automation | Can be time-consuming for many fasteners | Requires curing time |
Laser welding, a core service at Worthy, offers unmatched precision and speed, making it ideal for a vast range of modern manufacturing applications, from intricate medical and dental components to robust aerospace and defense parts. Our ability to work with over 100 materials ensures we can tackle diverse projects.
Conclusion
Choosing the right laser welding method and parameters is absolutely key. Understand your project needs, materials, and desired outcomes to ensure high-quality, cost-effective results for your manufacturing success.